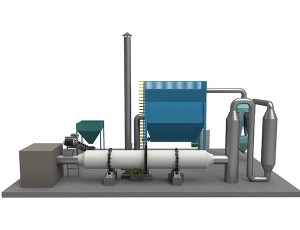
Μονοκύλινδρος ή στεγνωτήρας τυμπάνου









Μονοκύλινδρος ή στεγνωτήρας τυμπάνου
Χαρακτηριστικά απόδοσης
1. Οι παράμετροι λειτουργίας μπορούν να αλλάξουν σύμφωνα με τις διαφορετικές ιδιότητες του υλικού, το υλικό στον κύλινδρο στεγνωτηρίου μπορεί να σχηματίσει σταθερή κουρτίνα υλικού, για να κάνει την ανταλλαγή θερμότητας πληρέστερα.
2. Νέα συσκευή τροφοδοσίας και εκφόρτισης, τερματίζει το φαινόμενο της τροφοδοσίας με βύσμα, της ασυνέχειας, της ανομοιόμορφης και της επιστροφής υλικού του παραδοσιακού στεγνωτηρίου και μειώνει το φορτίο του συστήματος αφαίρεσης σκόνης.
3. Η ρυθμιζόμενη σφράγιση των πλακών από ανοξείδωτο χάλυβα υιοθετείται στη σύνδεση των συσκευών τροφοδοσίας και εκφόρτισης, είναι με καλή στεγανωτική ιδιότητα, η οποία μειώνει σημαντικά τις θερμικές απώλειες στο εσωτερικό του κυλίνδρου, έτσι ώστε να μειώνεται άμεσα η κατανάλωση καυσίμου.
4. Μέθοδος ξήρανσης αντίθετης ροής, μπορεί να αποκτήσει υψηλότερη ένταση εξάτμισης.Η μέθοδος κατάντη ξήρανσης και η μέθοδος έμμεσης ξήρανσης είναι κατάλληλες για ξήρανση υλικών που είναι ευαίσθητα στη θερμοκρασία.
5. Το καύσιμο μπορεί να είναι πετρέλαιο ντίζελ, βαρύ πετρέλαιο και φυσικό αέριο, αέριο, άνθρακας, ηλεκτρική ενέργεια και σωματίδια βιομάζας για την προστασία του περιβάλλοντος.
6. Όλα τα είδη διαφορετικών τύπων συνδυασμού πλακών ανύψωσης, για να εξασφαλιστεί ότι ο ζεστός αέρας είναι σε πλήρη επαφή με το υλικό και να καλύψει τις ανάγκες ξήρανσης διαφορετικού υλικού.
Τεχνικές παράμετροι
| Μοντέλο | Διάμετρος κυλίνδρου(mm) | Μήκος κυλίνδρου(mm) | Όγκος κυλίνδρου(m3) | Κύλινδροςπεριστροφική ταχύτητα(r/min) | Εξουσία(kW) | Βάρος(t) |
| VS0,6x5,8 | 600 | 5800 | 1.7 | 1-8 | 3 | 2.9 |
| VS0,8x8 | 800 | 8000 | 4 | 1-8 | 4 | 3.5 |
| VS1x10 | 1000 | 10000 | 7.9 | 1-8 | 5.5 | 6.8 |
| VS1.2x5.8 | 1200 | 5800 | 6.8 | 1-6 | 5.5 | 6.7 |
| VS1.2x8 | 1200 | 8000 | 9 | 1-6 | 5.5 | 8.5 |
| VS1.2x10 | 1200 | 10000 | 11 | 1-6 | 7.5 | 10.7 |
| VS1.2x11.8 | 1200 | 11800 | 13 | 1-6 | 7.5 | 12.3 |
| VS1,5x8 | 1500 | 8000 | 14 | 1-5 | 11 | 14.8 |
| VS1,5x10 | 1500 | 10000 | 17.7 | 1-5 | 11 | 16 |
| VS1.5x11.8 | 1500 | 11800 | 21 | 1-5 | 15 | 17.5 |
| VS1,5x15 | 1500 | 15000 | 26.5 | 1-5 | 15 | 19.2 |
| VS1.8x10 | 1800 | 10000 | 25.5 | 1-5 | 15 | 18.1 |
| VS1.8x11.8 | 1800 | 11800 | 30 | 1-5 | 18.5 | 20.7 |
| VS1,8x15 | 1800 | 15000 | 38 | 1-5 | 18.5 | 26.3 |
| VS1.8x18 | 1800 | 18000 | 45,8 | 1-5 | 22 | 31.2 |
| VS2x11.8 | 2000 | 11800 | 37 | 1-4 | 18.5 | 28.2 |
| VS2x15 | 2000 | 15000 | 47 | 1-4 | 22 | 33.2 |
| VS2x18 | 2000 | 18000 | 56,5 | 1-4 | 22 | 39.7 |
| VS2x20 | 2000 | 20000 | 62,8 | 1-4 | 22 | 44,9 |
| VS2.2x11.8 | 2200 | 11800 | 44.8 | 1-4 | 22 | 30.5 |
| VS2.2x15 | 2200 | 15000 | 53 | 1-4 | 30 | 36.2 |
| VS2.2x18 | 2200 | 18000 | 68 | 1-4 | 30 | 43.3 |
| VS2.2x20 | 2200 | 20000 | 76 | 1-4 | 30 | 48.8 |
| VS2,4x15 | 2400 | 15000 | 68 | 1-4 | 30 | 43.7 |
| VS2.4x18 | 2400 | 18000 | 81 | 1-4 | 37 | 53 |
| VS2,4x20 | 2400 | 20000 | 91 | 1-4 | 37 | 60,5 |
| VS2.4x23.6 | 2400 | 23600 | 109 | 1-4 | 45 | 69,8 |
| VS2,8x18 | 2800 | 18000 | 111 | 1-3 | 45 | 62 |
| VS2,8x20 | 2800 | 20000 | 123 | 1-3 | 55 | 65 |
| VS2.8x23.6 | 2800 | 23600 | 148 | 1-3 | 55 | 70 |
| VS2,8x28 | 2800 | 28000 | 172 | 1-3 | 75 | 75 |
| VS3x20 | 3000 | 20000 | 141 | 1-3 | 55 | 75 |
| VS3x23.6 | 3000 | 23600 | 170 | 1-3 | 75 | 85 |
| VS3x28 | 3000 | 28000 | 198 | 1-3 | 90 | 91 |
| VS3.2x23.6 | 3200 | 23600 | 193 | 1-3 | 90 | 112 |
| VS3.2x32 | 3200 | 32000 | 257 | 1-3 | 110 | 129 |
| VS3.6x36 | 3600 | 36000 | 366 | 1-3 | 132 | 164 |
| VS3.8x36 | 3800 | 36000 | 408 | 1-3 | 160 | 187 |
| VS4x36 | 4000 | 36000 | 452 | 1-3 | 160 | 195 |
Παραγωγή και Μεταποίηση



Το τελικό προϊόν



Επισκέψεις πελατών


Διανομή



Φωτογραφίες των τοποθεσιών εργασίας