
Natural Gypsum Pulvora Produktado-Uzino









Natural Gypsum Pulvora Produktado-Uzino
Produktada Procezo
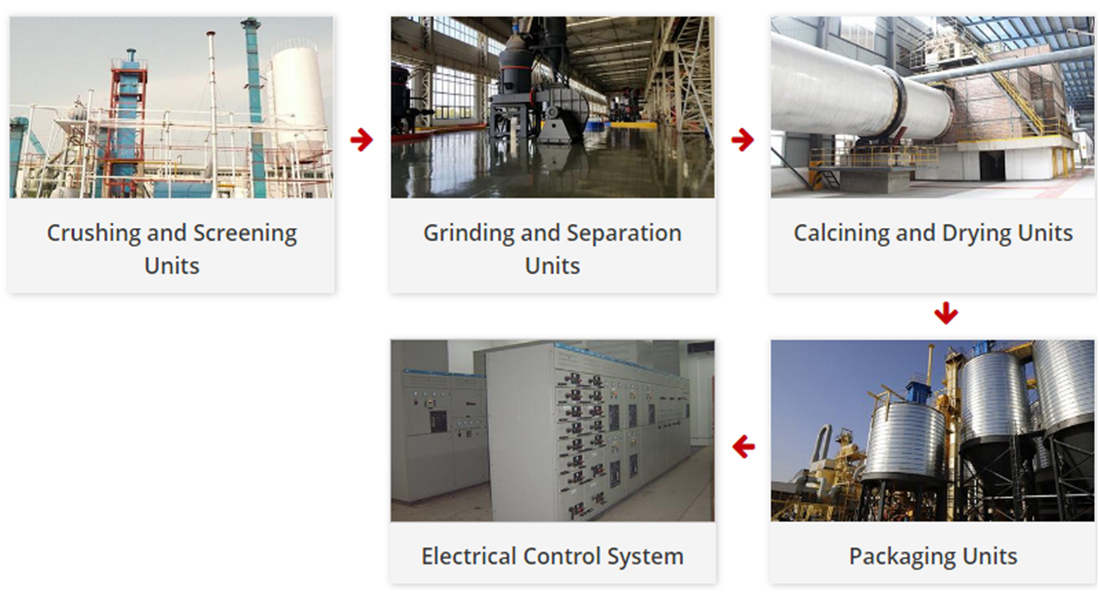
Multoblaj procezoj estas prenitaj en produktado de la planto.Unue, gipsoŝtonoj estas disbatitaj, transportitaj kaj stokitaj en krudmaterialan rubujon, kaj tiam la disbatitaj gipso-ercoj estas muelitaj en pulvoron kun fajneco postulata de la raymonda muelejo, kaj la gipsoŝtona pulvoro tiam estas transportita en kalcindan sekcion per mezurila nutra aparato por akiri. kalcinita, kaj la kalcinita gipso estas modifita per muelilo kaj malvarmigita per malvarmiga aparato.Fine, la finita gipso estas transportita por stokado.
La planto konsistas el ĉi tiuj sekcioj/unuoj
Parametroj de Materialaj Konsumoj
| Tunoj/Jaro | Tunoj/Horo | Erco-Konsumo (Tunoj/Jaro) |
| 20000 | 2.78 | 24000 |
| 30000 | 4.12 | 36000 |
| 40000 | 5.56 | 48000 |
| 60000 | 8.24 | 72000 |
| 80000 | 11.11 | 96000 |
| 100000 | 13.88 | 120000 |
| 150000 | 20.83 | 180000 |
| 200000 | 27.78 | 240000 |
| 300000 | 41.66 | 360000 |
Avantaĝo
1. La nutrilo de muelejo adoptas frekvencan konvertan zonan transportilon, ĝia kuranta rapido rilatas al la mueleja elektra kurento, kaj la aŭtomata nutra funkcio povas esti realigita per PLC-integra kontrolo.Kompare kun la tradicia elektromagneta vibra nutrilo, la manĝilo havas la karakterizaĵojn de longa funkcidaŭro kaj stabila nutrado.La permanenta magneta ferforigilo estas starigita sur la supra parto de la zono transportilo, kiu povas efike malhelpi la ferajn produktojn eniri la muelejon kaj kaŭzi damaĝon al la muelejo;
2.La pulvoro kolektita de la saka filtrilo de la muelejo estas rekte transportita al la sistemo per speciala ŝraŭbo transportilo por redukti la intensecon de laboristoj;
3.A gypsum-pulvora bufroujo estas starigita inter muelado kaj kalcinado, kiu havas du funkciojn.Unue, ĝi havas la funkcion stabiligi la materialon.La gipsa pulvoro povas esti provizore stokita ĉi tie antaŭ ol eniri la fluidigitan litfornon.Kiam la antaŭa malŝarĝo estas malstabila, la stabila nutrado de la fluidigita lita forno ne estos tuŝita.Due, ĝi havas la stokan funkcion.La kalcina stabileco de gipsa pulvoro dependas de la stabila provizo de materialoj kaj stabila varmoprovizo, kaj la interrompo en la produktada procezo devas esti evitita laŭeble, ĉar estas iuj kvalitaj difektoj en la gipsa pulvoro antaŭ ekfunkciigo kaj post ĉesigo.Se ne ekzistas tia silo, la ekipaĵo ĉe la antaŭa fino estos malŝaltita kiam estas problemo, kaj la kalcina kvalito de gipsa pulvoro ne estos stabila kiam la provizo ĉe la antaŭa fino estas malstabila;
4.La nutra transportilo antaŭ la fluidigita lita forno adoptas mezuran transportan ekipaĵon.Ŝanĝante la tradician frekvencan konvertan transportan reĝimon, la funkcioj de preciza nutrado kaj klara produktadkapablo povas esti realigitaj uzante la mezuran transportadon;
5.La varma aero fluidigita lita forno estas uzata en la kalcina ekipaĵo, kaj ni faris kelkajn plibonigojn de ĉi tiu bazo:
a.Pliigu la internan spacon de fluidigita lita forno, plilongigu la restadtempon de gipsa pulvoro en la interno, faru la kalcinadon pli unuforma;
b.La instala procezo de varmoŝanĝa tubo sendepende disvolvita de nia kompanio povas efike eviti la krakadon de fluidigita lita forno ŝelo kaŭzita de termika ekspansio kaj malvarma kuntiriĝo;
c.La polva ĉambro sur la supro de la fluidigita lita forno estas pliigita, kaj la antaŭpolvkolekta aparato estas desegnita ĉe la ellasejo por redukti la malŝarĝon de gipsa pulvoro kaj pliigi la produktadon de la fluidigita lita forno;
d.Malŝpara varmo-reakira varmointerŝanĝilo estas aldonita inter la fundradikblovilo kaj la konekta tubo de la fluidigita litforno.La normala temperatura aero estas varmigita de la varmointerŝanĝilo unue, kaj poste aldonita en la fluidigitan litan fornon, por pliigi la termikan efikecon de la fluidigita lita forno;
e.Speciala pulvora transporta ekipaĵo estas starigita.Kiam la interno de fluidigita litforno kaj malvarmigilo devas esti purigita, la pulvoro unue estas transportita al la rubujo tra la transporta ekipaĵo por atingi puran labormedion.
6. La speciala malvarmigilo por gipsa pulvoro estas starigita, kaj la gipsa pulvoro estas starigita ĉe la malantaŭa fino de la fluidigita lita forno, kiu povas efike redukti la temperaturon de gipsa pulvoro antaŭ ol eniri la silon, eviti la malĉefan kalcinadon de gipsa pulvoro en la silo, kaj efike certigi la kvaliton de gipsa pulvoro;
7. La sekcio de stokado de finita produkto havas ekspansieblecon.Klientoj povas aldoni gipsan pulvoran rubujon en ĉi tiu sekcio.Kiam nekvalifikita pulvoro aperas dum ekfunkciigo kaj ĉesigo, la nekvalifikita pulvoro povas esti rekte transportita al la rubujo per PLC centralizita kontrolo.La gipsa pulvoro en la rubujo povas esti transportita al la sistemo en malgranda kvanto en la normala produktada procezo de gipsotabulo;
8. Kerna ekipaĵo Ni uzas internaciajn famajn fabrikistojn kiel partnerojn, PLC uzas Siemens-markon, kaj la brulilo uzas germanan Weso-markon;
9. Nia kompanio havas unuaklasan dezajnteamon, unuaklasan prilaboran teamon, unuaklasan instalaĵon kaj sencimigan teamon, bonegan ekipaĵon.Ĝi estas la necesa garantio por klientoj akiri kvalifikitajn kaj stabilajn produktojn.
Trajtoj de Nia Natura Gipsoplanto
1. Materiala suplementa stabiliga sistemo estas deplojita por atingi stabilan suplementon de la fluidigita lita brulkaldrono, kaj por stabiligi materialan suplementon kaj hejtadon.Materiala suplementa stabiliga sistemo konsistas el materiala suplemento stabiliga rubujo kaj transporta aparato (mezurila ŝraŭbo aŭ zono-pezilo).
2. Calcining-sistemo aplikas varman bolantan fornon kalcinprocezon por plenumi eĉ kalcinadon sur gipsa materialo.
3. Malvarmiga aparato aldonita por malvarmigi kalzitan gipsoŝtonon antaŭ ol ĝi eniras silon, por malhelpi gipson de difekto kaŭzita de supertemperaturo.
4. Silo-transforma sistemo: materialoj en malsamaj tempoperiodoj havas malsaman kvaliton, tial produktoj faritaj el ili havas malsaman kvaliton.La sistemo de turno de silo povas egale miksi novajn kaj malnovajn materialojn, igi la produktojn kunhavigi la saman kvaliton.Krome, la sistemo malhelpas trovarmigan difekton kaŭzitan de varmo generita de pulvora amasiĝo.
5. La sistemo de forigo de polvo aplikas sako-tipan polvokolektilon, por certigi, ke polvo generita dum antaŭ-sekigado, transportado, muelado, kalcinado kaj maljuniĝo-procezoj puriĝas antaŭ ol malŝarĝi eksteren, por plenumi laborajn mediajn postulojn.
6. Distribuita kontrolsistemo estas aplikata, por fari centralizitan kontrolon sur distribuitaj aparatoj.
Parametroj de Gypsum Produktoj
1.Fineco: ≥100 maŝo;
2.Fleksa Forto (havanta rektan rilaton al kruda materialo): ≥1.8Mpa;La Forto de Kontraŭpremo: ≥3.0Mpa;
3.Ĉefa Enhavo: Hemihidrato: ≥80% (Alĝustigebla);Gipso <5% (Alĝustigebla);Solvebla Anhidra <5% (Alĝustigebla).
4. La Komenca Fiksa Tempo: 3-8min (Alĝustigebla);la Fina Agorda Tempo: 6~15min (Alĝustigebla)
5. Konsistenco: 65% ~ 75% (Alĝustigebla)
