
Filtre-presse empilé VSPF








Filtre-presse empilé VSPF
Caractéristiques de l'équipement
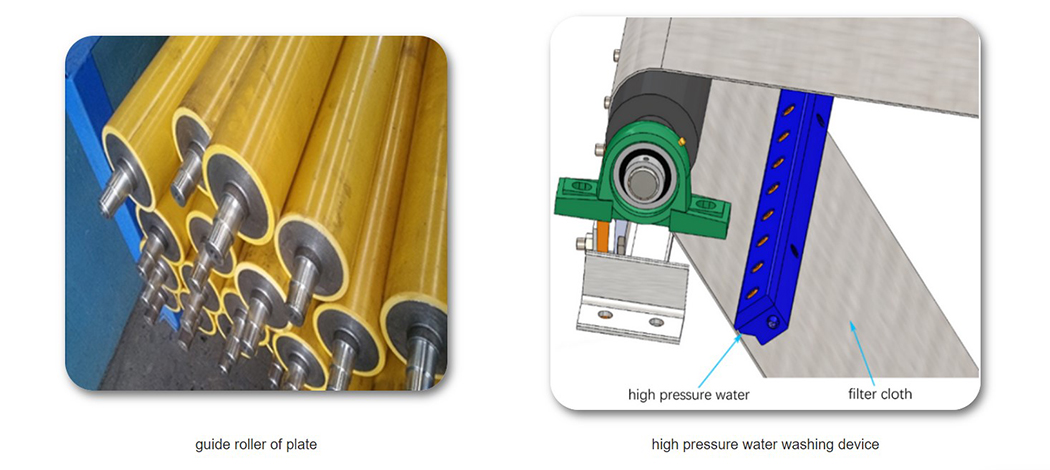
utilisez une structure empilée pour les plaques, utilisez un dispositif de guidage auxiliaire pour rendre l'opération plus stable.
● Intégrer ensemble le filtrage, l'extrusion, le lavage, le séchage à l'air, l'évacuation des gâteaux et le lavage des tissus.
● La pression d'extrusion jusqu'à 1,6 MPa, elle est largement utilisée dans le domaine qui a des exigences différentes en matière d'humidité du gâteau.
● 4.utilisez le système de contrôle d'entraînement hydraulique, rendez l'opération stable et avec une faible consommation d'énergie.
● Intégrer le système de contrôle PLC, HMI et instruments, etc. intelligent ensemble, cela rend le filtre plus efficace et plus facile.
● Utilisez un appareil de nettoyage à l'eau à haute pression pour rendre le lavage du tissu plus efficace.
● Conception avec chambre circulaire, structure plus rationnelle, efficacité plus importante.
Principe de fonctionnement
1. Filtrage : lorsque le groupe de plaques est fermé, pompez la boue pour filtrer, utilisez un tuyau distribué pour alimenter en boue chaque chambre à boue et filtrez à travers le tissu pour filtrer le cadre et évacuer, le solide forme un gâteau sur la surface du tissu.

2. Extrusion : de l'eau à haute pression introduite dans la chambre supérieure du diaphragme en caoutchouc, permet au diaphragme de se dilater et d'extruder le gâteau et le liquide sera extrudé du gâteau.

3. Lavage du gâteau : l'eau de lavage alimente complètement la chambre à lisier à travers le couvercle du tuyau distribué sur le gâteau. Sous la pression, l'eau de lavage passe à travers le gâteau et le tissu pour s'évacuer.

4. Séchage à l'air : l'air comprimé à travers un tuyau distribué alimentant la chambre à lisier et pressant le diaphragme en caoutchouc, permet à l'eau à haute pression dans le diaphragme en caoutchouc de s'évacuer, et l'air comprimé passe à travers le gâteau et élimine le liquide pour diminuer l'humidité du gâteau. le niveau le plus bas.

5. Décharge du gâteau : une fois le processus de séchage à l'air terminé, ouvrez le groupe de plaques, le système d'entraînement fait fonctionner le tissu et le gâteau se décharge des deux côtés du filtre en même temps.
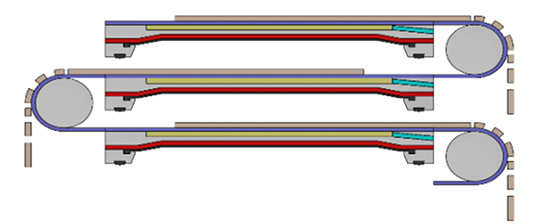
Remarque : Veuillez, en fonction des conditions d'utilisation réelles, ajuster les temps de processus d'extrusion et de séchage à l'air.
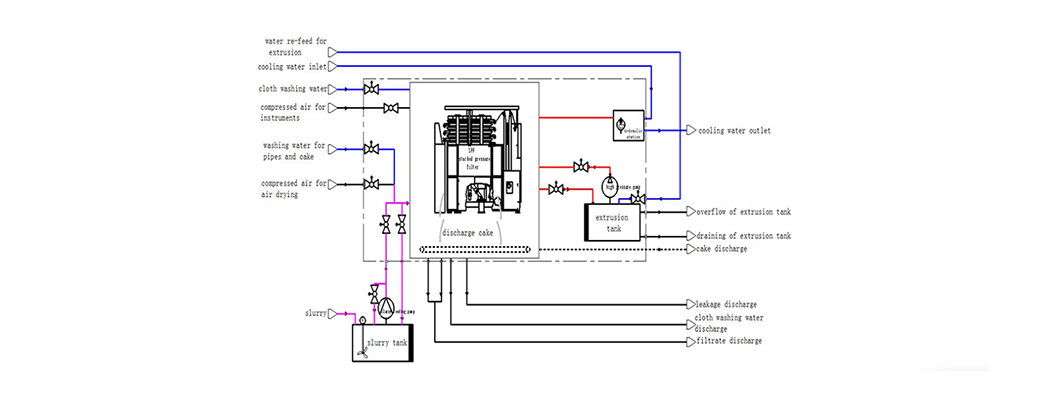
Diagramme de flux de processus
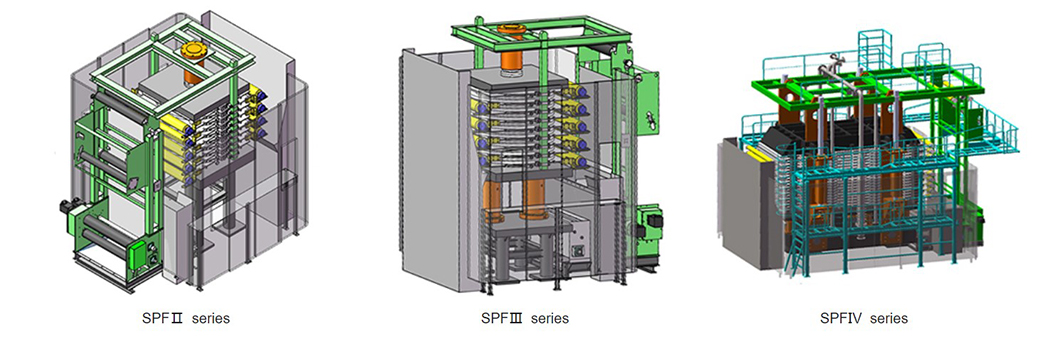
Série d'équipement
Spécifications techniques
| Modèle/VFPSⅠ | VFPSⅠ-1 | VFPSⅠ-2 | VFPSⅠ-3 |
| Surface de filtre/m2 | 1 | 2 | 3 |
| Taille de la plaque/mm | 0,5 m2/couche | ||
| Quantité de plaque/couche | 2 | 4 | 6 |
| Longueur/m | 2.5 | ||
| Largeur/m | 1,5 | ||
| Hauteur/m | 2 | 2.2 | 2.5 |
| Poids/T | 8 | 9 | dix |
| Puissance de la station hydraulique/KW | 7.5 | ||
| Tête de pompe d'extrusion/m | 167 | ||
| Débit de la pompe d'extrusion m3/h | 8 | ||
| Puissance de la pompe d'extrusion/KW | 7.5 | ||
Données sur les équipements auxiliaires
| Tête de pompe de lavage de tuyaux/m | 70 | ||
| Débit de la pompe de lavage des canalisations m3/h | dix | ||
| Tête de pompe de lavage de tissu/m | 70 | ||
| Débit de la pompe de lavage des tissus m3/h | dix | ||
| Tête de pompe d'alimentation en lisier/m | 70 | ||
| Débit de la pompe d'alimentation en lisier m3/h | Selon les données sur le lisier, choisir | ||
| Pression de séchage à l'air/Mpa | 0,8 | ||
| Débit du compresseur d'air pour le séchage de l'air m3/min | 0,5 | 1 | 1,5 |
| Volume du réservoir de séchage d'air/m3 | 1 | 2 | 3 |
| Pression atmosphérique pour instruments/Mpa | 0,7 | ||
| Débit du compresseur d'air pour instruments m3/min | 0,3 | ||
| Volume du réservoir d'air des instruments/m3 | 0,5 | ||
| Remarque : la dimension du contour de l'équipement est la taille de base, mais pas la taille des détails, donc cette taille est juste pour référence.Matériau de plaque différent, le filtre aura une hauteur et un poids différents.Données de l'équipement auxiliaire juste pour référence, elles changeront en fonction des performances du filtre dans différentes boues. | |||
Spécifications techniques
| Modèle | VSPFⅡ-3 | VSPFⅡ-6 | VSPFⅡ-9 | VSPFⅡ-12 | VSPFⅡ-15 | VSPFⅡ-18 | VSPFⅡ-21 | VSPFⅡ-24 |
| surface filtrante/m2 | 3 | 6 | 9 | 12 | 15 | 18 | 21 | 24 |
| taille de la plaque/mm | 1,5 m2/couche | |||||||
| plaque Qté/couche | 2 | 4 | 6 | 8 | dix | 12 | 14 | 16 |
| longueur/m | 3.7 | |||||||
| largeur/m | 4.1 | |||||||
| hauteur/m | 2.6 | 2.8 | 3.2 | 3.7 | 4.2 | 4.6 | 5.1 | 5.5 |
| poids/T | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 |
| puissance de la station hydraulique/KW | 11 | |||||||
| Tête de pompe d'extrusion/m | 28 | |||||||
| Débit de la pompe d'extrusion m3/h | 136 Remarque : si la pression d'extrusion est supérieure à 1,3 MPa, ces données sont 164 | |||||||
| Puissance de la pompe d'extrusion/KW | 11 Remarque : si la pression d'extrusion est supérieure à 1,3 MPa, ces données sont de 15 | |||||||
Données sur les équipements auxiliaires
| Tête de pompe de lavage de tuyaux/m | 68 | |||||||
| Débit de la pompe de lavage des canalisations m3/h | 20 | |||||||
| Tête de pompe de lavage de tissu/m | 70 | |||||||
| Débit de la pompe de lavage des tissus m3/h | 12 | |||||||
| Tête de pompe d'alimentation en lisier/m | 70 | |||||||
| Débit de la pompe d'alimentation en lisier m3/h | Selon les données sur le lisier, choisir | |||||||
| Pression de séchage à l'air/Mpa | 0,8 | |||||||
| Débit du compresseur d'air pour le séchage de l'air m3/min | Selon les données sur le lisier, choisir | |||||||
| Volume du réservoir de séchage d'air/m3 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | dix |
| Pression atmosphérique pour instruments/Mpa | 0,7 | |||||||
| Débit du compresseur d'air pour instruments m3/min | 0,5 | |||||||
| Volume du réservoir d'air des instruments/m3 | 1 | |||||||
| Remarque : la dimension du contour de l'équipement est la taille de base, mais pas la taille des détails, donc cette taille est juste pour référence.Matériau de plaque différent, le filtre aura une hauteur et un poids différents.Données de l'équipement auxiliaire juste pour référence, elles changeront en fonction des performances du filtre dans différentes boues. | ||||||||
Spécifications techniques
| Modèle VSPFⅢ | VSPFⅢ-18 | VSPFⅢ-24 | VSPFⅢ-30 | VSPFⅢ-36 | VSPFⅢ-42 | VSPFⅢ-48 | VSPFⅢ-54 | VSPFⅢ-60 | VSPFⅢ-66 |
| surface filtrante/m2 | 18 | 24 | 30 | 36 | 42 | 48 | 54 | 60 | 66 |
| taille de la plaque/mm | 3,0 m2/couche | ||||||||
| plaque Qté/couche | 6 | 8 | dix | 12 | 14 | 16 | 18 | 20 | 22 |
| longueur/m | 5.1 | ||||||||
| largeur/m | 5.5 | ||||||||
| hauteur/m | 4.3 | 4.5 | 4.9 | 5.4 | 5.8 | 6.3 | 6.8 | 7.2 | 7.7 |
| poids/T | 31 | 33 | 35 | 37 | 39 | 41 | 43 | 45 | 47 |
| puissance de la station hydrauliqueKW | 22 | ||||||||
| Tête de pompe d'extrusion/m | 40 | 55 | |||||||
| Débit de la pompe d'extrusion m3/h | 136 Remarque : si la pression d'extrusion est supérieure à 1,3 MPa, ces données sont 162 | 135 Remarque : si la pression d'extrusion est supérieure à 1,3 MPa, ces données sont 166 | |||||||
| Puissance de la pompe d'extrusion/KW | 15 Remarque : si la pression d'extrusion est supérieure à 1,3 MPa, cette donnée est de 18,5 | 22 Remarque : si la pression d'extrusion est supérieure à 1,3 MPa, ces données sont de 30 | |||||||
Données sur les équipements auxiliaires
| Tête de pompe de lavage de tuyaux/m | 65 | ||||||||
| Débit de la pompe de lavage des canalisations m3/h | 26 | ||||||||
| Tête de pompe de lavage de tissu/m | 70 | ||||||||
| Débit de la pompe de lavage des tissus m3/h | 16 | ||||||||
| Tête de pompe d'alimentation en lisier/m | 70 | ||||||||
| Débit de la pompe d'alimentation en lisier m3/h | Selon les données sur le lisier, choisir | ||||||||
| Pression de séchage à l'air/Mpa | 0,8 | ||||||||
| Débit du compresseur d'air pour le séchage de l'air m3/min | Selon les données sur le lisier, choisir | ||||||||
| Volume du réservoir de séchage d'air/m3 | 8 | dix | dix | 12 | 12 | 15 | 15 | 20 | 20 |
| Pression atmosphérique pour instruments/Mpa | 0,7 | ||||||||
| Débit du compresseur d'air pour instruments m3/min | 0,5 | ||||||||
| Volume du réservoir d'air des instruments/m3 | 1 | ||||||||
| Remarque : la dimension du contour de l'équipement est la taille de base, mais pas la taille des détails, donc cette taille est juste pour référence.Matériau de plaque différent, le filtre aura une hauteur et un poids différents.Données de l'équipement auxiliaire juste pour référence, elles changeront en fonction des performances du filtre dans différentes boues. | |||||||||
Spécifications techniques
| Modèle VSPFⅣ | VSPFⅣ-60 | VSPFⅣ-72 | VSPFⅣ-84 | VSPFⅣ-96 | VSPFⅣ-108 | VSPFⅣ-120 | VSPFⅣ-132 | VSPFⅣ-144 | VSPFⅣ-156 | VSPFⅣ-168 |
| Surface filtrante/m2 | 60 | 72 | 84 | 96 | 108 | 120 | 132 | 144 | 156 | 168 |
| Taille de la plaque/mm | 6m2/couche | |||||||||
| Quantité de plaque/couche | dix | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 26 | 28 |
| Longueur/m | 7.1 | |||||||||
| Largeur/m | 5.5 | |||||||||
| Hauteur/m | 5.4 | 5.8 | 6.2 | 6.6 | 6.9 | 7.2 | 7.6 | 7.9 | 8.3 | 8.6 |
| Poids/T | 92 | 96 | 100 | 104 | 108 | 112 | 116 | 120 | 124 | 128 |
| Puissance de la station hydraulique/KW | 30 | 37 | ||||||||
| Tête de pompe d'extrusion/m | 110 | 150 | ||||||||
| Débit de la pompe d'extrusion m3/h | 126 Remarque : si la pression d'extrusion est supérieure à 1,3 MPa, ces données sont 168 | 128 Remarque : si la pression d'extrusion est supérieure à 1,3 MPa, cette donnée est de 162,5 | ||||||||
| Puissance de la pompe d'extrusion/KW | 37 Remarque : si la pression d'extrusion est supérieure à 1,3 MPa, ces données sont 45 | 55 Remarque : > 1,3 MPa, cette donnée est de 75 | ||||||||
Données sur les équipements auxiliaires
| Tête de pompe de lavage de tuyaux/m | 72 | |||||||||
| Débit de la pompe de lavage des canalisations m3/h | 36 | |||||||||
| Tête de pompe de lavage de tissu/m | 70 | |||||||||
| Débit de la pompe de lavage des tissus m3/h | 20 | |||||||||
| Tête de pompe d'alimentation en lisier/m | 70 | |||||||||
| Débit de la pompe d'alimentation en lisier m3/h | Selon les données sur le lisier, choisir | |||||||||
| Pression de séchage à l'air/Mpa | 0,8 | |||||||||
| Débit du compresseur d'air pour le séchage de l'air m3/min | Selon les données sur le lisier, choisir | |||||||||
| Volume du réservoir de séchage d'air/m3 | 20 | 20 | 25 | 30 | 35 | 35 | 40 | 40 | 45 | 45 |
| Pression atmosphérique pour instruments/Mpa | 0,7 | |||||||||
| Débit du compresseur d'air pour instruments m3/min | 1 | |||||||||
| Volume du réservoir d'air des instruments/m3 | 2 | |||||||||
| Remarque : la dimension du contour de l'équipement est la taille de base, mais pas la taille des détails, donc cette taille est juste pour référence.Matériau de plaque différent, le filtre aura une hauteur et un poids différents.Données de l'équipement auxiliaire juste pour référence, elles changeront en fonction des performances du filtre dans différentes boues. | ||||||||||
Champs d'application
Il est largement utilisé dans les eaux usées urbaines, l'impression et la teinture de textiles, la galvanoplastie, la fabrication du papier, le cuir, le brassage, la transformation des aliments, le lavage du charbon, l'industrie pétrochimique, la chimie, la métallurgie, la séparation minérale, la pharmacie, la déshydratation des boues de l'industrie céramique, etc. séparation solide-liquide de production industrielle ou processus de lixiviation liquide.
| Non. | Nom du matériau | Solidité des aliments (g/l) | Pression de l'eau d'extrusion (MPa) | Épaisseur du gâteau (mm) | Humidité du gâteau (%) | Capacité kg/m2.h |
| 1 | 4A-zéolite | 150~295 | 1.4 | 35 | 19~22 | 190~200 |
| 2 | Sulfuret | ≈50 | 1.2 | 30 | 30 | 120 |
| 3 | Plomb | ≈50 | 1.2 | 30 | 15~20 | 35 |
| 4 | Scories de cuivre | 600 | 1.6 | 40 | 8~9 | 310 |
| 5 | Sulfate des eaux usées | 80 | 1.6 | 45 | 28~35 | 120~175 |
| 6 | Résidus d'or de calcination | 300 | 1.6 | 35 | 14~18 | 300~340 |
| 7 | Hydroxyde d'aluminium superfin | 15~20% | 1.6 | 20 | 29,5 ~ 32 | 65 |
| 8 | Concentration de Cu-Ni | 66,7 | 1.6 | 30 | 9.78 | 257 |
| 9 | Concentration de cuivre | 45~50 | 1.6 | 35 | 7.6 | 360 |
| dix | Concentration de Ni | 45~50 | 1.6 | 30 | 8 | 300~400 |
| 11 | Éperlan de tantale-niobium | 1.6 | 20~25 | 200 | ||
| 12 | Boue de charbon | 30~35% | 1.6 | 30 | 16~17 | 300 |
| 14 | Résidus d'or après flottation | 20~30% | 1.6 | 35 | 12~18 | 300 |
| 15 | Mannitol | 1,5 | 12 | 35 | ||
| 16 | Poudre d'oxyde de zinc | 57% | 1.6 | 18 | 20 | 90 |
| 17 | Résidu de lixiviation d'oxyde de zinc | 50% | 1.6 | dix | 18~20 | 70 |
| 18 | Concentré de soufre | dix% | 1.6 | 20 | 25~35 | 200 |
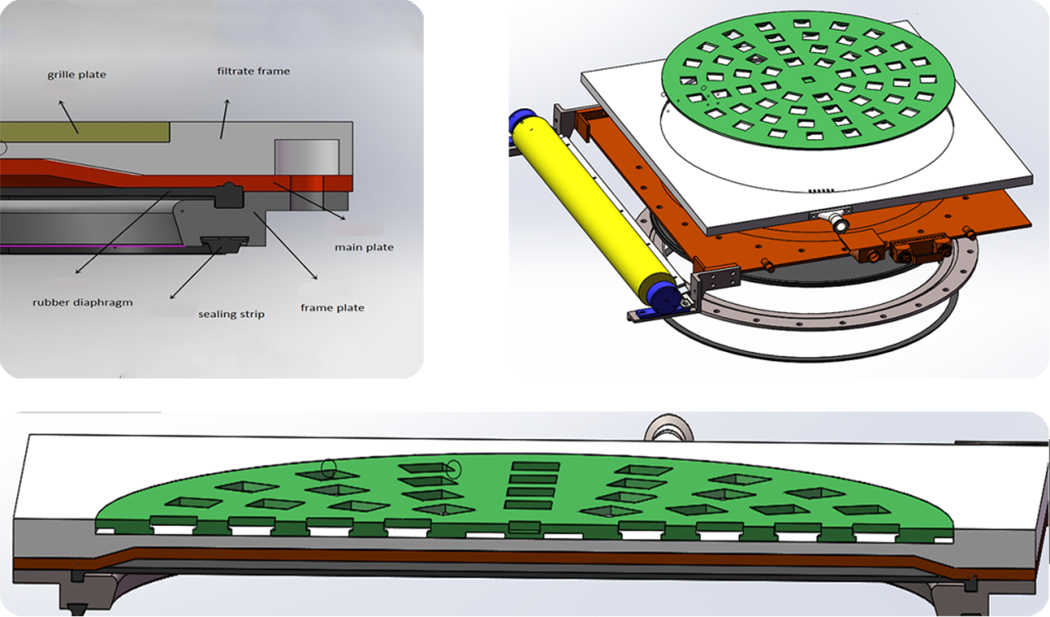
Structure de l'équipement
Structure du groupe de plaques
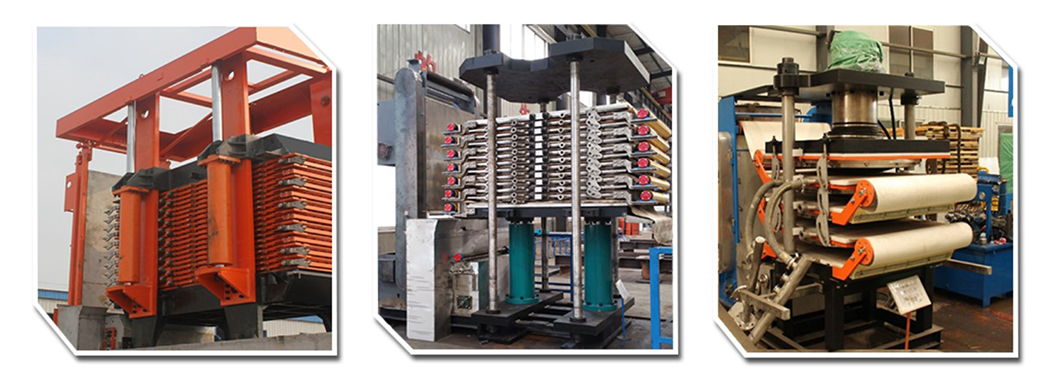
Photos de fabrication

Parties principales

Utilisation du site

-

Agitateur ou mélangeur utilisé sur un site minier
-

Écran haute fréquence pour la séparation des minerais
-

Classificateur en spirale pour la séparation des matériaux
-

Goulotte en spirale pour la séparation par gravité des minéraux
-
Épaississant pour la sédimentation des minerais minéraux
-

Machine à gabarits-2LTC-6109/8T pour la séparation des minerais





