
Természetes gipszpor gyártó üzem









Természetes gipszpor gyártó üzem
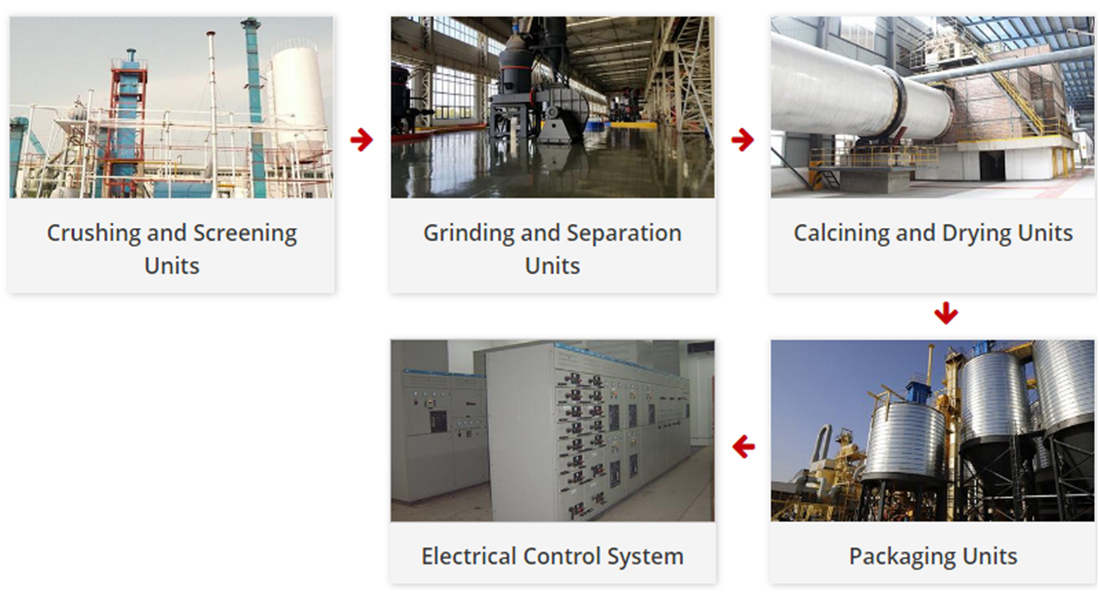
Gyártási folyamat
Az üzem gyártása során többféle folyamatot alkalmaznak.Először a gipszérceket aprítják, szállítják és tárolják a nyersanyagtartályban, majd a zúzott gipszérceket a raymond malom által megkívánt finomságú porrá őrlik, majd a gipszport adagoló adagolón keresztül a kalcináló részbe továbbítják, hogy megkapják. kalcinálják, és az égetett gipszet darálóval módosítják és hűtőberendezéssel lehűtik.Végül a kész gipszet tárolásra szállítják.
Az üzem ezekből a részekből/egységekből áll
Anyagfelhasználási paraméterek
| tonna/év | tonna/óra | Ércfelhasználás (tonna/év) |
| 20000 | 2.78 | 24000 |
| 30000 | 4.12 | 36000 |
| 40000 | 5.56 | 48000 |
| 60 000 | 8.24 | 72000 |
| 80000 | 11.11 | 96000 |
| 100 000 | 13.88 | 120 000 |
| 150 000 | 20.83 | 180 000 |
| 200 000 | 27.78 | 240 000 |
| 300 000 | 41.66 | 360 000 |
Előny
1. A malom adagolója frekvenciaváltó szalagos szállítószalagot alkalmaz, futási sebessége a malom elektromos áramához kapcsolódik, és az automatikus adagolási funkció PLC integrált vezérléssel valósítható meg.A hagyományos elektromágneses vibrációs adagolóhoz képest az adagoló a hosszú élettartam és a stabil adagolás jellemzőivel rendelkezik.Az állandó mágneses vaseltávolító a szállítószalag felső részére van beállítva, amely hatékonyan megakadályozza, hogy a vastermékek bejussanak a malomba és kárt okozzanak a malomban;
2.A malom zsákszűrője által összegyűjtött port egy speciális szállítócsiga közvetlenül a rendszerbe szállítja, hogy csökkentse a dolgozók intenzitását;
3. Az őrlés és a kalcinálás közé egy gipszpor puffertartályt állítanak be, amelynek két funkciója van.Először is az anyag stabilizálása a funkciója.Itt átmenetileg tárolható a gipszpor, mielőtt a fluidágyas kemencébe kerülne.Ha az elülső ürítés instabil, a fluidágyas kemence stabil betáplálását ez nem befolyásolja.Másodszor, van tárolási funkciója.A gipszpor kalcinációs stabilitása a stabil anyagellátástól és a stabil hőellátástól függ, és a gyártási folyamat megszakítását lehetőség szerint kerülni kell, mert a gipszporban az indítás előtt és a leállítás után is vannak minőségi hibák.Ha nincs ilyen siló, akkor az elülső berendezést leállítják, ha probléma van, és a gipszpor kalcinálási minősége nem lesz stabil, ha az elülső oldalon az ellátás instabil;
4. A fluidágyas kemence előtti adagoló szállítószalag adagoló szállítóberendezést alkalmaz.A hagyományos frekvenciakonverziós szállítási mód megváltoztatásával a pontos adagolás és a tiszta termelési kapacitás funkciói megvalósíthatók az adagoló szállítás segítségével;
5. A forró levegős fluidágyas kemencét a kalcináló berendezésben használják, és ezen az alapon néhány fejlesztést végeztünk:
a.Növelje a fluidágyas kemence belső terét, meghosszabbítsa a gipszpor tartózkodási idejét a belső térben, egyenletesebbé tegye a kalcinálást;
b.A cégünk által önállóan kifejlesztett hőcserélő cső beépítési eljárásával hatékonyan elkerülhető a fluidágyas kemencehéj hőtágulás és hidegösszehúzódás okozta megrepedése;
c.A fluidágyas kemence tetején lévő porkamra meg van növelve, és az előporgyűjtő eszközt a kimenetnél úgy tervezték, hogy csökkentse a gipszpor kibocsátását és növelje a fluidágyas kemence termelési hatékonyságát;
d.Az alsó gyökérfúvó és a fluidágyas kemence összekötő csöve közé hulladékhővisszanyerő hőcserélő van beépítve.A normál hőmérsékletű levegőt a hőcserélő először felmelegíti, majd hozzáadja a fluidágyas kemencébe, hogy növelje a fluidágyas kemence hőhatékonyságát;
e.Speciális porszállító berendezést állítanak fel.Amikor a fluidágyas kemence és a hűtő belsejét meg kell tisztítani, a port először a szállítóberendezésen keresztül a hulladékgyűjtőbe szállítják a tiszta munkakörnyezet elérése érdekében.
6. A gipszpor speciális hűtője be van állítva, és a gipszpor hűtője a fluidágyas kemence hátsó végére van beállítva, amely hatékonyan csökkentheti a gipszpor hőmérsékletét a silóba való belépés előtt, elkerülve a gipszpor másodlagos kalcinálását a silót, és hatékonyan biztosítják a gipszpor minőségét;
7. A késztermék-tároló rész bővíthető.Az ügyfelek gipszpor hulladékgyűjtő edényt helyezhetnek el ebben a részben.Ha nem minősített por jelenik meg az indítás és a leállítás során, a nem minősített por közvetlenül a hulladékgyűjtőbe kerülhet a PLC központi vezérlésén keresztül.A hulladékgyűjtőben lévő gipszpor kis mennyiségben a rendszerbe szállítható a gipszkarton normál gyártási folyamatában;
8. Alapfelszerelés Partnerként nemzetközi neves gyártókat veszünk igénybe, a PLC Siemens, az égő pedig német Weso márkát használ;
9. Cégünk első osztályú tervezőcsapattal, első osztályú feldolgozó csapattal, első osztályú telepítési és hibakereső csapattal, első osztályú berendezésekkel rendelkezik.Ez a szükséges garancia az ügyfelek számára, hogy minősített és stabil termékeket kapjanak.
Természetes gipszgyárunk jellemzői
1. A fluidágyas tüzelésű kazán stabil kiegészítése, az anyagkiegészítés és a fűtés stabilizálása érdekében anyagkiegészítő stabilizáló rendszert alkalmazunk.Az anyagkiegészítő stabilizáló rendszer anyagkiegészítő stabilizáló tartályból és szállítóeszközből (adagolócsavar vagy szalagmérleg) áll.
2. A kalcináló rendszer forró levegős forralókemencés kalcinálási eljárást alkalmaz, hogy egyenletes égetést végezzen gipszanyagon.
3. Hűtőberendezés a kalcinált gipsz silóba kerülése előtti lehűtésére, hogy megakadályozza a gipsz túlmelegedés miatti károsodását.
4. Silóforgató rendszer: a különböző időszakokban lévő anyagok eltérő minőségűek, ezért a belőlük készült termékek eltérő minőségűek.A siló átforgató rendszerrel egyenletesen keverhető az új és a régi anyagok, így a termékek azonos minőségűek.Emellett a rendszer megakadályozza a porfelhalmozódásból származó hő által okozott túlmelegedési károsodást.
5. A poreltávolító rendszer zsák típusú porgyűjtőt alkalmaz, amely biztosítja az előszárítási, szállítási, őrlési, kalcinálási és öregítési folyamatok során keletkező por tisztítását a szabadba történő kiürítés előtt, hogy megfeleljen a munkakörnyezeti követelményeknek.
6. Elosztott vezérlőrendszert alkalmazunk az elosztott eszközök központi vezérlésére.
Gipsztermékek paraméterei
1. Finomság: ≥100 mesh;
2. Hajlítószilárdság (közvetlen kapcsolatban áll a nyersanyaggal): ≥1,8Mpa;A nyomáscsökkentés ereje: ≥3,0 Mpa;
3.Fő tartalom: Hemihidrát: ≥80% (állítható);Gipsz <5% (Állítható);Oldható vízmentes <5% (állítható).
4. A kezdeti beállítási idő: 3-8 perc (állítható);a végső beállítási idő: 6-15 perc (állítható)
5. Konzisztencia: 65% ~ 75% (állítható)
