
Табигый гипс порошок чыгаруучу завод









Табигый гипс порошок чыгаруучу завод
Өндүрүш процесси
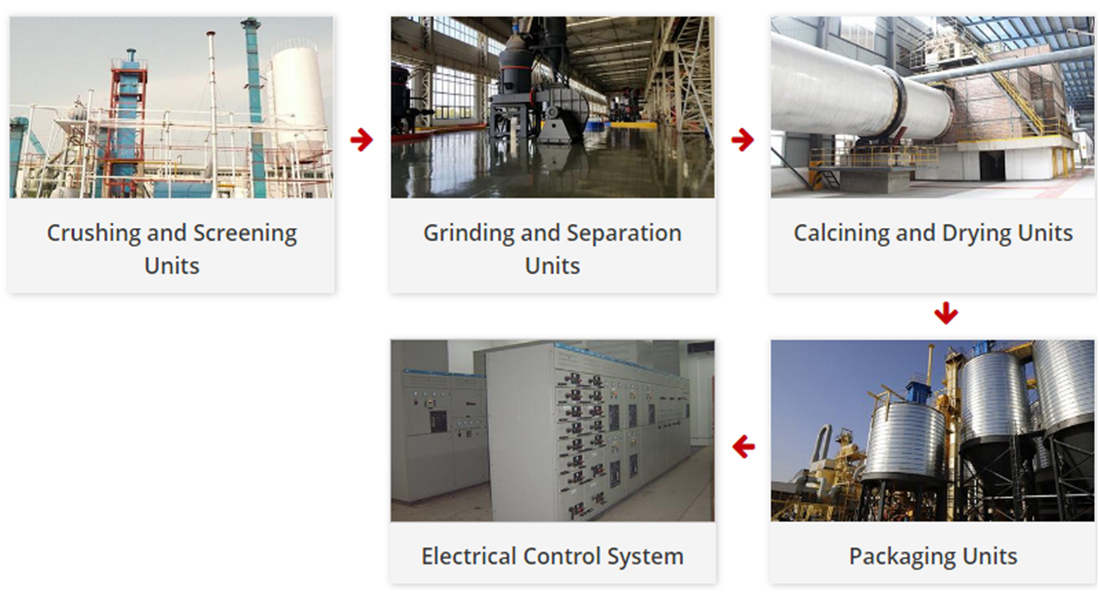
Заводдун өндүрүшүндө бир нече процесстер жүргүзүлөт.Биринчиден, гипс рудалары майдаланып, ташылып, чийки зат бункерине сакталат, андан кийин майдаланган гипс рудалары Рэймонд тегирмен талап кылган майдаланган порошок болуп майдаланып, гипс порошок андан кийин өлчөөчү азыктандыруучу аспап аркылуу кальцинациялоо бөлүмүнө жеткирилет. кальциленет, ал эми кальциленген гипс майдалагыч аркылуу модификацияланат жана муздаткыч аппарат менен муздатылат.Акыр-аягы, даяр гипс сактоо үчүн жеткирилет.
Завод мына ушул секциялардан/агрегаттардан турат
Материалды керектөө параметрлери
| Тонна/Жыл | Тонна/саат | Руданы керектөө (тонна/жыл) |
| 20000 | 2.78 | 24000 |
| 30000 | 4.12 | 36000 |
| 40000 | 5.56 | 48000 |
| 60000 | 8.24 | 72000 |
| 80000 | 11.11 | 96000 |
| 100000 | 13.88 | 120000 |
| 150000 | 20.83 | 180000 |
| 200000 | 27.78 | 240000 |
| 300000 | 41.66 | 360000 |
Артыкчылык
1. Тегирмендин азыктандыруучу жыштык конвертивдүү тасмасын кабыл алат, анын иштеп жаткан ылдамдыгы тегирмендин электр тогу менен байланыштуу жана автоматтык азыктандыруу функциясы PLC интегралдык башкаруусу аркылуу ишке ашырылышы мүмкүн.Салттуу электромагниттик титирөө фидер менен салыштырганда, фидер узак кызмат мөөнөтү жана туруктуу азыктандыруу өзгөчөлүктөрүнө ээ.Туруктуу магнит темирди кетиргич лента конвейеринин үстүнкү бөлүгүнө орнотулган, ал темирден жасалган буюмдардын тегирменге киришине жана тегирменге зыян келтирүүгө натыйжалуу тоскоол болот;
2.Тегирмендин баштык чыпкасы менен чогулган порошок жумушчулардын интенсивдүүлүгүн азайтуу үчүн атайын бурама конвейер аркылуу системага ташылат;
3.А гипс порошок буфер бин эки милдети бар майдалоо жана calcination ортосунда белгиленет.Биринчиден, ал материалды турукташтыруу функциясына ээ.Гипс порошокту бул жерде суюк катмардагы мешке кирердин алдында убактылуу сактоого болот.Алдыңкы разряд туруксуз болгондо, суюк катмардагы мештин туруктуу азыктандыруусу таасир этпейт.Экинчиден, сактоо функциясы бар.Гипс порошоктун кальцинациялоонун туруктуулугу материалдар менен туруктуу камсыздоодон жана туруктуу жылуулук менен камсыз кылуудан көз каранды, ал эми өндүрүш процессиндеги үзгүлтүккө жол бербөө керек, анткени гипс порошокунда ишке киргенге чейин жана өчүрүлгөндөн кийин айрым сапаттык кемчиликтер бар.Эгерде мындай силос жок болсо, анда көйгөй пайда болгондо алдыңкы четиндеги жабдуулар токтоп калат, ал эми гипс порошоктун кальцинациялоо сапаты алдыңкы четинде камсыз кылуу туруксуз болгондо туруктуу болбойт;
суюлтулган керебет мештин алдында 4.The тамактандыруу Conveyor өлчөө транспорттук жабдууларды кабыл алат.Салттуу жыштык конвертациялоо режимин өзгөртүү, так тамактандыруу жана так өндүрүштүк кубаттуулуктун функцияларын өлчөөчү конвейерди колдонуу менен ишке ашырылышы мүмкүн;
5. Кальцинациялоочу жабдыкта ысык аба менен суюлтулган керебет меши колдонулат, жана биз бул негизде бир нече жакшыртууларды жасадык:
а.Суюк кабаттуу мештин ички мейкиндигин көбөйтүү, гипс порошокунун интерьерде болуу убактысын узартуу, кальцинацияны бир калыпта кылуу;
б.Биздин компания тарабынан өз алдынча иштелип чыккан жылуулук алмашуу түтүгүн орнотуу процесси жылуулук кеңейүү жана муздак жыйрылуу менен шартталган суюк катмарлуу мештин кабыгынын жарылуусунан натыйжалуу кача алат;
в.Суюк кабаттуу мештин үстүндөгү чаң камерасы көбөйүп, чаңды чогултуучу түзүлүш розеткада гипс порошокунун агымын азайтуу жана суюк кабаттуу мештин өндүрүшүнүн натыйжалуулугун жогорулатуу үчүн иштелип чыккан;
г.Төмөнкү тамырларды үйлөмөчү менен суюк кабаттуу мештин бириктирүүчү түтүгүнүн ортосуна калдыктарды жылуулукту калыбына келтирүүчү жылуулук алмаштыргыч кошулат.Кадимки температурадагы аба биринчиден жылуулук алмаштыргыч тарабынан ысытылат, андан кийин суюктук мештин жылуулук эффективдүүлүгүн жогорулатуу үчүн суюктукту мешке кошулат;
д.Атайын порошок ташуучу жабдуулар орнотулган.Суюк кабаттуу мештин жана муздаткычтын ичин тазалоо керек болгондо, таза иштөө чөйрөсүнө жетүү үчүн порошок адегенде конвейердик жабдуулар аркылуу таштанды челекине ташылат.
6. Гипс порошок үчүн атайын муздаткыч орнотулган, ал эми гипс порошок муздаткычы суюлтулган керебет мештин арткы учуна орнотулган, ал силоско киргенге чейин гипс порошокунун температурасын эффективдүү төмөндөтөт, гипс порошокунун экинчи кальцинацияланышынан сактайт. силос, жана натыйжалуу гипс порошок сапатын камсыз кылуу;
7. Даяр продукцияны сактоо бөлүмү кеңейтилүүгө ээ.Кардарлар бул бөлүмгө гипс порошок таштанды челек кошо алат.Ишке киргизүү жана өчүрүү учурунда квалификациясы жок порошок пайда болгондо, квалификациясы жок порошок PLC борборлоштурулган башкаруу аркылуу таштанды челекине түз ташылышы мүмкүн.таштанды челектеги гипс порошок гипсокартон кадимки өндүрүш процессинде бир аз өлчөмдө системага ташылышы мүмкүн;
8. Негизги жабдуулар Биз өнөктөш катары эл аралык белгилүү өндүрүүчүлөрдү колдонобуз, PLC Siemens брендин колдонот, ал эми күйгүч немис Weso брендин колдонот;
9. Биздин компания биринчи класстагы дизайн командасы бар, биринчи класстагы кайра иштетүү командасы, биринчи класстагы орнотуу жана мүчүлүштүктөрдү командасы, биринчи класстагы жабдуулар.Бул кардарлар үчүн квалификациялуу жана туруктуу продуктыларды алуу үчүн зарыл кепилдик болуп саналат.
Биздин табигый гипс заводунун өзгөчөлүктөрү
1. Материалдык кошумчаны турукташтыруу системасы суюк катмардагы күйүүчү казандын туруктуу толукталышына жетишүү жана материалдык кошумчаны жана жылытууну турукташтыруу үчүн орнотулган.Материалдык кошумчаларды турукташтыруу системасы материалдык кошумчаларды турукташтыруучу бункерден жана ташуучу түзүлүштөн (өлчөө бурагы же ремендик тараза) турат.
2. Кальцинациялоо системасы гипс материалында бир калыпта кальцинациялоону жүргүзүү үчүн ысык абада кайнатуу мешинде кальцинациялоо процессин колдонот.
3. Кальциленген гипсти силоско кирердин алдында муздатуу үчүн, гипстин ашыкча температурадан улам начарлашына жол бербөө үчүн кошулган муздаткыч түзүлүш.
4. Силос айлануу системасы: ар кандай мезгилдеги материалдар ар кандай сапатка ээ, ошондуктан алардан жасалган буюмдар ар кандай сапатка ээ.Силосту айлантуу системасы жаңы жана эски материалдарды бирдей аралаштыра алат, продукцияны бирдей сапатта бөлүштүрөт.Мындан тышкары, система порошоктун топтолушу менен пайда болгон ысыктан улам ысып кетүүнүн начарлашын алдын алат.
5. Чаңды кетирүү системасы баштык түрү чаң жыйгычты колдонот, алдын ала кургатуу, ташып жеткирүү, майдалоо, кальцинациялоо жана картаюу процессинде пайда болгон чаңды сыртка чыгаруудан мурун тазаланып, жумушчу экологиялык талаптарга жооп берүү үчүн.
6. Бөлүштүрүлгөн башкаруу системасы колдонулат, бөлүштүрүлгөн түзмөктөрдө борборлоштурулган башкаруу үчүн.
Гипс буюмдарынын параметрлери
1.Fineness: ≥100 сетка;
2.Flexural Strength (чийки зат менен түздөн-түз байланышы бар): ≥1.8Mpa;Антипрессурдун күчү: ≥3.0Mpa;
3.Main Contents: Hemihydrate: ≥80% (Жөнгө салынуучу);Гипс <5% (Жөнгө салынуучу);Эрүүчү Суусуз <5% (Жөнгө салынуучу).
4. Баштапкы орнотуу убактысы: 3-8мин (Жөнгө салынуучу);Акыркы Орнотуу Убактысы: 6~15мин (Жөнгө салынуучу)
5. Консистенция: 65% ~ 75% (Жөнгө салынуучу)
