
Natūralaus gipso miltelių gamybos įmonė









Natūralaus gipso miltelių gamybos įmonė
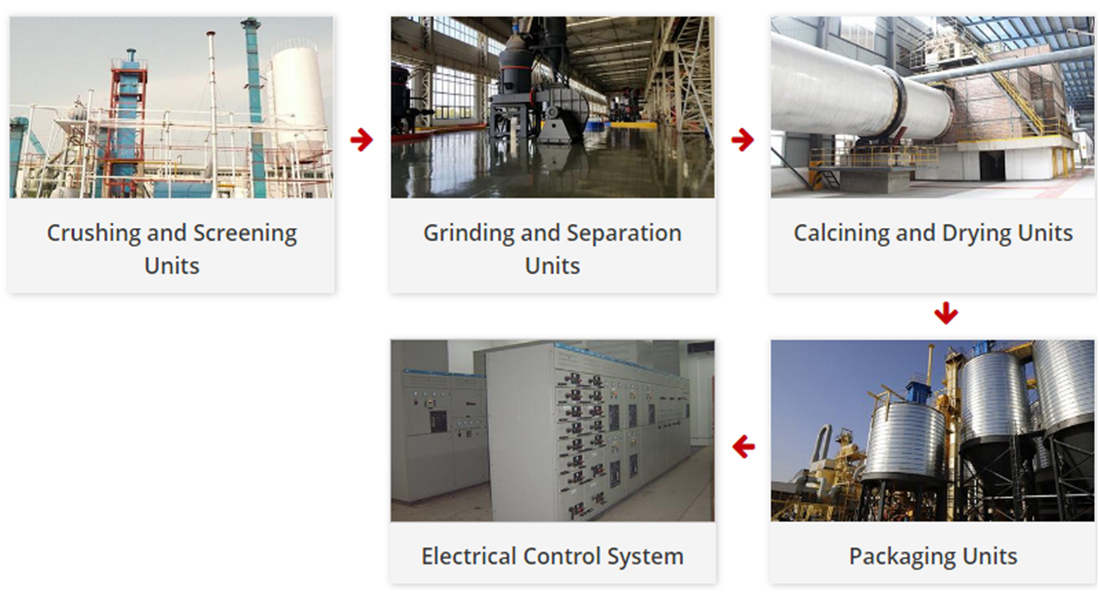
Gamybos procesas
Gaminant gamyklą atliekami keli procesai.Pirma, gipso rūdos susmulkinamos, transportuojamos ir laikomos žaliavų dėžėje, o tada susmulkintos gipso rūdos sumalamos į miltelius, kurių smulkumas reikalauja raymond malūno, o gipso milteliai per dozavimo padavimo įrenginį nukreipiami į kalcinavimo skyrių. kalcinuojamas, o degintas gipsas modifikuojamas malūnėliu ir atšaldomas aušinimo įrenginiu.Galiausiai gatavas gipsas perduodamas saugojimui.
Įrenginys susideda iš šių sekcijų/vienetų
Medžiagų suvartojimo parametrai
| Tonų per metus | Tonų/val | Rūdos suvartojimas (tonomis per metus) |
| 20 000 | 2.78 | 24 000 |
| 30 000 | 4.12 | 36 000 |
| 40 000 | 5.56 | 48 000 |
| 60 000 | 8.24 | 72 000 |
| 80 000 | 11.11 | 96 000 |
| 100 000 | 13.88 | 120 000 |
| 150 000 | 20.83 | 180 000 |
| 200 000 | 27.78 | 240 000 |
| 300 000 | 41.66 | 360 000 |
Privalumas
1. Malūno tiektuvas naudoja dažnio keitimo juostinį konvejerį, jo važiavimo greitis yra susijęs su malūno elektros srove, o automatinio padavimo funkcija gali būti įgyvendinta naudojant PLC integruotą valdymą.Palyginti su tradiciniu elektromagnetinės vibracijos tiektuvu, tiektuvas pasižymi ilgu tarnavimo laiku ir stabiliu tiekimu.Nuolatinio magneto geležies valiklis yra nustatytas viršutinėje juostinio konvejerio dalyje, kuris gali veiksmingai užkirsti kelią geležies gaminiams patekti į malūną ir sugadinti malūną;
2. Malūno maišinio filtro surinkti milteliai specialiu sraigtiniu konvejeriu tiesiogiai transportuojami į sistemą, siekiant sumažinti darbuotojų intensyvumą;
3.Gipso miltelių buferio dėžė yra tarp šlifavimo ir deginimo, kuri atlieka dvi funkcijas.Pirma, ji atlieka medžiagos stabilizavimo funkciją.Čia gipso milteliai gali būti laikinai laikomi prieš patenkant į verdančio sluoksnio krosnį.Kai priekinės dalies išleidimas yra nestabilus, stabilus pseudos sluoksnio krosnies tiekimas nebus paveiktas.Antra, ji turi saugojimo funkciją.Gipso miltelių degimo stabilumas priklauso nuo stabilaus medžiagų tiekimo ir stabilaus šilumos tiekimo, todėl reikia kiek įmanoma vengti gamybos proceso pertrūkių, nes prieš paleidžiant ir po išjungimo yra tam tikrų gipso miltelių kokybės trūkumų.Jei tokio siloso nėra, iškilus problemai priekinio galo įranga bus išjungta, o gipso miltelių deginimo kokybė nebus stabili, kai tiekimas priekyje yra nestabilus;
4. Tiekimo konvejeris priešais verdančiojo sluoksnio krosnį naudoja dozavimo transportavimo įrangą.Pakeitus tradicinį dažnio keitimo perdavimo režimą, tikslaus tiekimo ir aiškaus gamybos pajėgumo funkcijos gali būti įgyvendintos naudojant matavimo transportavimą;
5. Karšto oro verdančio sluoksnio krosnis naudojama kalcinavimo įrangoje, ir mes padarėme keletą šio pagrindo patobulinimų:
a.Padidinti verdančio sluoksnio krosnies vidinę erdvę, pailginti gipso miltelių buvimo laiką interjere, padaryti deginimą tolygesnį;
b.Mūsų įmonės savarankiškai sukurtas šilumos mainų vamzdžio montavimo procesas gali veiksmingai išvengti pseudos sluoksnio krosnies korpuso įtrūkimų, kuriuos sukelia šiluminis plėtimasis ir šaltas susitraukimas;
c.Dulkių kamera, esanti verdančiojo sluoksnio krosnies viršuje, yra padidinta, o išankstinis dulkių surinkimo įtaisas suprojektuotas prie išleidimo angos, kad sumažintų gipso miltelių išmetimą ir padidintų verdančio sluoksnio krosnies gamybos efektyvumą;
d.Atliekos šilumos rekuperacinis šilumokaitis pridedamas tarp apatinės šaknies pūstuvo ir jungiamojo vamzdžio, skirto verdančiojo sluoksnio krosnyje.Normalios temperatūros oras pirmiausia pašildomas šilumokaičiu, o po to įpilamas į pseudos sluoksnio krosnį, kad padidėtų verdančio sluoksnio krosnies šiluminis efektyvumas;
e.Įrengiama speciali miltelių transportavimo įranga.Kai reikia išvalyti verdančio sluoksnio krosnies ir aušintuvo vidų, milteliai pirmiausia transportuojami į atliekų konteinerį per transportavimo įrangą, kad būtų sukurta švari darbo aplinka.
6. Specialus gipso miltelių aušintuvas yra nustatytas, o gipso miltelių aušintuvas yra nustatytas verdančiojo sluoksnio krosnies gale, kuris gali veiksmingai sumažinti gipso miltelių temperatūrą prieš patenkant į silosą, išvengti antrinio gipso miltelių kalcinavimo. silosą ir efektyviai užtikrina gipso miltelių kokybę;
7. Gatavo produkto saugojimo skyrius turi išplečiamumą.Šiame skyriuje klientai gali pridėti gipso miltelių šiukšliadėžę.Kai paleidimo ir išjungimo metu pasirodo nekvalifikuoti milteliai, nekvalifikuoti milteliai gali būti tiesiogiai transportuojami į šiukšlių dėžę naudojant PLC centralizuotą valdymą.Įprastiniame gipso kartono gamybos procese gipso milteliai šiukšliadėžėje gali būti nedidelį kiekį transportuojami į sistemą;
8. Pagrindinė įranga Kaip partnerius naudojame garsius tarptautinius gamintojus, PLC naudoja Siemens prekinį ženklą, o degiklis – vokišką Weso prekės ženklą;
9. Mūsų įmonė turi pirmos klasės projektavimo komandą, pirmos klasės apdorojimo komandą, aukščiausios klasės montavimo ir derinimo komandą, aukščiausios klasės įrangą.Tai yra būtina garantija klientams gauti kvalifikuotus ir stabilius produktus.
Mūsų natūralaus gipso gamyklos ypatybės
1. Medžiagų papildymo stabilizavimo sistema yra naudojama, kad būtų pasiektas stabilus verdančio sluoksnio degimo katilo papildymas ir stabilizuotas medžiagų papildymas bei šildymas.Medžiagų priedų stabilizavimo sistemą sudaro medžiagų priedų stabilizavimo dėžė ir transportavimo įtaisas (matavimo sraigtas arba juostinė svėrimo mašina).
2. Deginimo sistema taiko karšto oro virimo krosnyje kaitinimo procesą, kad būtų atliktas tolygus gipsinės medžiagos deginimas.
3. Aušinimo įtaisas, skirtas kalcinuotam gipsui atvėsinti prieš patenkant į silosą, kad būtų išvengta gipso gedimo dėl per didelės temperatūros.
4. Siloso apvertimo sistema: skirtingų laikotarpių medžiagos pasižymi skirtinga kokybe, todėl iš jų pagaminti gaminiai pasižymi skirtinga kokybe.Siloso apvertimo sistema gali tolygiai sumaišyti naujas ir senas medžiagas, todėl gaminiai turi tą pačią kokybę.Be to, sistema apsaugo nuo perkaitimo gedimo, kurį sukelia šiluma, susidaranti dėl miltelių kaupimosi.
5. Dulkių šalinimo sistemoje naudojamas maišelio tipo dulkių surinkėjas, užtikrinantis, kad džiovinimo, transportavimo, šlifavimo, kalcinavimo ir senėjimo procesų metu susidarančios dulkės būtų išvalytos prieš išleidžiant į lauką, kad atitiktų darbo aplinkos reikalavimus.
6. Taikoma paskirstytoji valdymo sistema, kuri atlieka centralizuotą paskirstytų įrenginių valdymą.
Gipso gaminių parametrai
1.Plonumas: ≥100 akių;
2. Lankstumas (turintis tiesioginį ryšį su žaliava): ≥1,8Mpa;Antislėgio stiprumas: ≥3.0Mpa;
3.Pagrindinis turinys: Hemihidratas: ≥80% (Reguliuojamas);Gipsas <5% (Reguliuojamas);Tirpus bevandenis <5% (reguliuojamas).
4. Pradinio nustatymo laikas: 3-8min (reguliuojamas);galutinio nustatymo laikas: 6-15 min (reguliuojamas)
5. Konsistencija: 65 % ~ 75 % (reguliuojama)
