
Dabiskā ģipša pulvera ražotne









Dabiskā ģipša pulvera ražotne
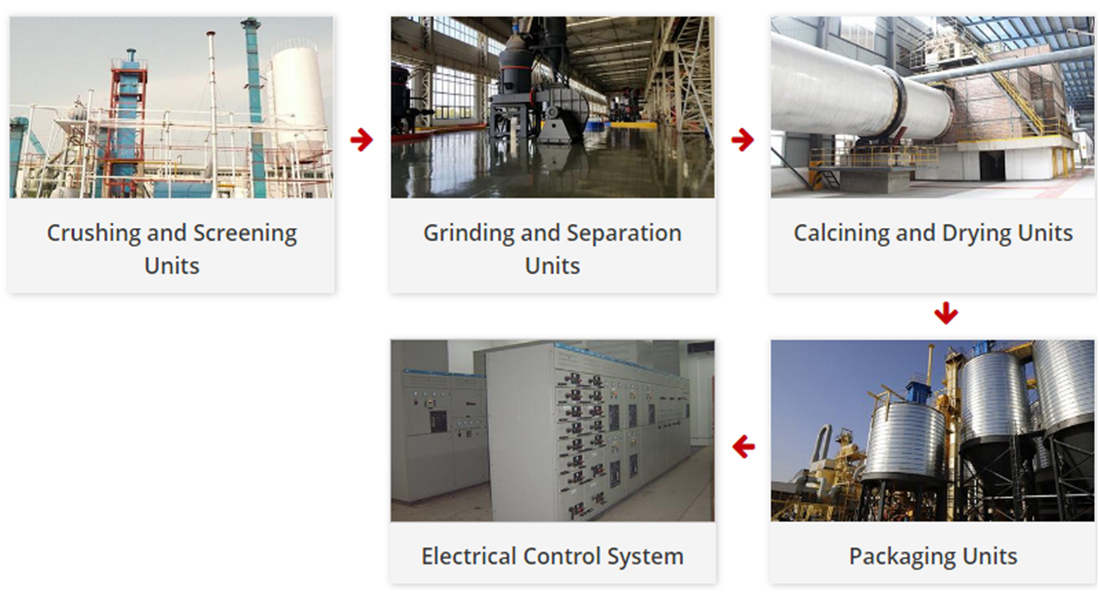
Ražošanas process
Rūpnīcas ražošanā tiek izmantoti vairāki procesi.Pirmkārt, ģipša rūdas tiek sasmalcinātas, transportētas un uzglabātas izejmateriālu tvertnē, un pēc tam sasmalcinātās ģipša rūdas tiek samaltas pulverī ar raymond dzirnavām nepieciešamo smalkumu, un pēc tam ģipša pulveris tiek novadīts uz kalcinēšanas sekciju, izmantojot dozēšanas padeves ierīci. kalcinē, un kalcinētais ģipsis tiek modificēts ar dzirnaviņām un atdzesēts ar dzesēšanas ierīci.Visbeidzot, gatavais ģipsis tiek nogādāts uzglabāšanai.
Iekārta sastāv no šīm sekcijām/vienībām
Materiālu patēriņa parametri
| Tonnas/gadā | Tonnas/stunda | Rūdas patēriņš (tonnas/gadā) |
| 20 000 | 2.78 | 24 000 |
| 30 000 | 4.12 | 36 000 |
| 40 000 | 5.56 | 48 000 |
| 60 000 | 8.24 | 72 000 |
| 80 000 | 11.11 | 96 000 |
| 100 000 | 13.88 | 120 000 |
| 150 000 | 20.83 | 180 000 |
| 200 000 | 27.78 | 240 000 |
| 300 000 | 41.66 | 360 000 |
Priekšrocība
1. Dzirnavu padevējs izmanto frekvences pārveidošanas lentes konveijeru, tā darbības ātrums ir saistīts ar dzirnavu elektrisko strāvu, un automātiskās padeves funkciju var realizēt, izmantojot PLC integrēto vadību.Salīdzinājumā ar tradicionālo elektromagnētisko vibrāciju padevēju, padevējam ir ilgs kalpošanas laiks un stabila padeve.Pastāvīgā magnēta dzelzs noņemšanas līdzeklis ir uzstādīts lentes konveijera augšējā daļā, kas var efektīvi novērst dzelzs izstrādājumu iekļūšanu dzirnavās un dzirnavu bojājumus;
2.Pulveris, kas savākts ar dzirnavu maisiņu filtru, tiek tieši transportēts uz sistēmu ar īpašu skrūvju konveijeru, lai samazinātu darbinieku intensitāti;
3. Starp slīpēšanu un kalcinēšanu ir iestatīta ģipša pulvera bufera tvertne, kurai ir divas funkcijas.Pirmkārt, tam ir materiāla stabilizācijas funkcija.Ģipša pulveri šeit var īslaicīgi uzglabāt pirms ievadīšanas verdošā slāņa krāsnī.Ja priekšējā gala izlāde ir nestabila, verdošā slāņa krāsns stabilā padeve netiks ietekmēta.Otrkārt, tam ir uzglabāšanas funkcija.Ģipša pulvera kalcinēšanas stabilitāte ir atkarīga no stabilas materiālu piegādes un stabilas siltuma padeves, un pēc iespējas jāizvairās no ražošanas procesa pārtraukumiem, jo ģipša pulverī ir daži kvalitātes defekti pirms palaišanas un pēc izslēgšanas.Ja šādas tvertnes nav, iekārtas priekšējā galā tiks izslēgtas, kad radīsies problēma, un ģipša pulvera kalcinēšanas kvalitāte nebūs stabila, ja padeve priekšpusē būs nestabila;
4. Padeves konveijers verdošā slāņa krāsns priekšā izmanto mērīšanas transportēšanas aprīkojumu.Mainot tradicionālo frekvences pārveidošanas režīmu, precīzas padeves un skaidras ražošanas jaudas funkcijas var realizēt, izmantojot mērīšanas transportēšanu;
5. Karstā gaisa verdošā slāņa krāsns tiek izmantota kalcinēšanas iekārtās, un mēs esam veikuši dažus uzlabojumus šajā bāzē:
a.Palielināt verdošā slāņa krāsns iekšējo telpu, pagarināt ģipša pulvera uzturēšanās laiku interjerā, padarīt kalcinēšanu viendabīgāku;
b.Mūsu uzņēmuma neatkarīgi izstrādātais siltummaiņas caurules uzstādīšanas process var efektīvi izvairīties no verdošā slāņa krāsns apvalka plaisāšanas, ko izraisa termiskā izplešanās un aukstā kontrakcija;
c.Putekļu kamera verdošā slāņa krāsns augšpusē ir palielināta, un iepriekšēja putekļu savākšanas ierīce ir paredzēta pie izejas, lai samazinātu ģipša pulvera izplūdi un palielinātu verdošā slāņa krāsns ražošanas efektivitāti;
d.Starp apakšējo sakņu ventilatoru un verdošā slāņa krāsns savienojošo cauruli ir pievienots siltuma reģenerācijas siltummainis.Normālas temperatūras gaisu vispirms uzsilda siltummainis un pēc tam pievieno verdošā slāņa krāsnī, lai palielinātu verdošā slāņa krāsns termisko efektivitāti;
e.Ir uzstādīts īpašs pulvera transportēšanas aprīkojums.Kad verdošā slāņa krāsns un dzesētāja iekšpuse ir jātīra, pulveris vispirms tiek transportēts uz atkritumu tvertni caur transportēšanas aprīkojumu, lai nodrošinātu tīru darba vidi.
6. Īpašais ģipša pulvera dzesētājs ir iestatīts, un ģipša pulvera dzesētājs ir iestatīts verdošā slāņa krāsns aizmugurē, kas var efektīvi samazināt ģipša pulvera temperatūru pirms nonākšanas tvertnē, izvairīties no ģipša pulvera sekundārās kalcinēšanas. tvertnē un efektīvi nodrošina ģipša pulvera kvalitāti;
7. Gatavās produkcijas uzglabāšanas sadaļai ir paplašināms.Šajā sadaļā klienti var pievienot ģipša pulvera atkritumu tvertni.Ja palaišanas un izslēgšanas laikā parādās nekvalificēts pulveris, nekvalificēto pulveri var tieši transportēt uz atkritumu tvertni, izmantojot PLC centralizēto vadību.Ģipša pulveris atkritumu tvertnē var tikt transportēts uz sistēmu nelielā daudzumā parastā ģipškartona ražošanas procesā;
8. Pamataprīkojums Kā partneri izmantojam starptautiskus slavenus ražotājus, PLC izmanto Siemens zīmolu, bet deglis izmanto vācu Weso zīmolu;
9. Mūsu uzņēmumam ir pirmās klases dizaina komanda, pirmās klases apstrādes komanda, pirmās klases uzstādīšanas un atkļūdošanas komanda, pirmās klases aprīkojums.Tā ir nepieciešamā garantija klientiem, lai iegūtu kvalificētus un stabilus produktus.
Mūsu dabiskā ģipša rūpnīcas iezīmes
1. Materiāla piedevas stabilizēšanas sistēma tiek izmantota, lai panāktu stabilu verdošā slāņa sadedzināšanas katla papildināšanu un stabilizētu materiālu papildināšanu un sildīšanu.Materiālu piedevas stabilizēšanas sistēma sastāv no materiāla piedevas stabilizēšanas tvertnes un transportēšanas ierīces (mērskrūves vai lentes svariem).
2. Kalcinēšanas sistēma izmanto karstā gaisa vārīšanas krāsnī kalcinēšanas procesu, lai veiktu vienmērīgu kalcinēšanu uz ģipša materiāla.
3. Dzesēšanas ierīce, kas pievienota, lai atdzesētu kalcinētu ģipsi, pirms tas nonāk tvertnē, lai novērstu ģipša bojāšanos pārmērīgas temperatūras dēļ.
4. Tvertņu apgriešanas sistēma: materiāliem dažādos laika periodos ir atšķirīga kvalitāte, tāpēc no tiem izgatavotajiem produktiem ir atšķirīga kvalitāte.Tvertnes apgriešanas sistēma var vienmērīgi sajaukt jaunus un vecus materiālus, lai produktiem būtu vienāda kvalitāte.Turklāt sistēma novērš pārkaršanas pasliktināšanos, ko izraisa pulvera uzkrāšanās radītais siltums.
5. Putekļu noņemšanas sistēma izmanto maisa tipa putekļu savācēju, lai nodrošinātu, ka pirms žāvēšanas, transportēšanas, slīpēšanas, kalcinēšanas un novecošanas procesā radušies putekļi tiek iztīrīti pirms izkraušanas ārā, lai nodrošinātu atbilstību darba vides prasībām.
6. Tiek izmantota izkliedētā vadības sistēma, lai veiktu centralizētu vadību sadalītajās ierīcēs.
Ģipša izstrādājumu parametri
1.Smalkums: ≥100 acs;
2. lieces stiprība (kurai ir tieša saistība ar izejvielu): ≥1,8Mpa;Pretspiediena stiprums: ≥3.0Mpa;
3.Galvenais saturs: Hemihidrāts: ≥80% (Regulējams);Ģipsis <5% (Regulējams);Šķīstošs bezūdens <5% (regulējams).
4. Sākotnējais iestatīšanas laiks: 3-8min (regulējams);galīgais iestatīšanas laiks: 6-15 minūtes (regulējams)
5. Konsistence: 65% ~ 75% (regulējama)
