
Loji Pengeluaran Serbuk Gipsum Asli









Loji Pengeluaran Serbuk Gipsum Asli
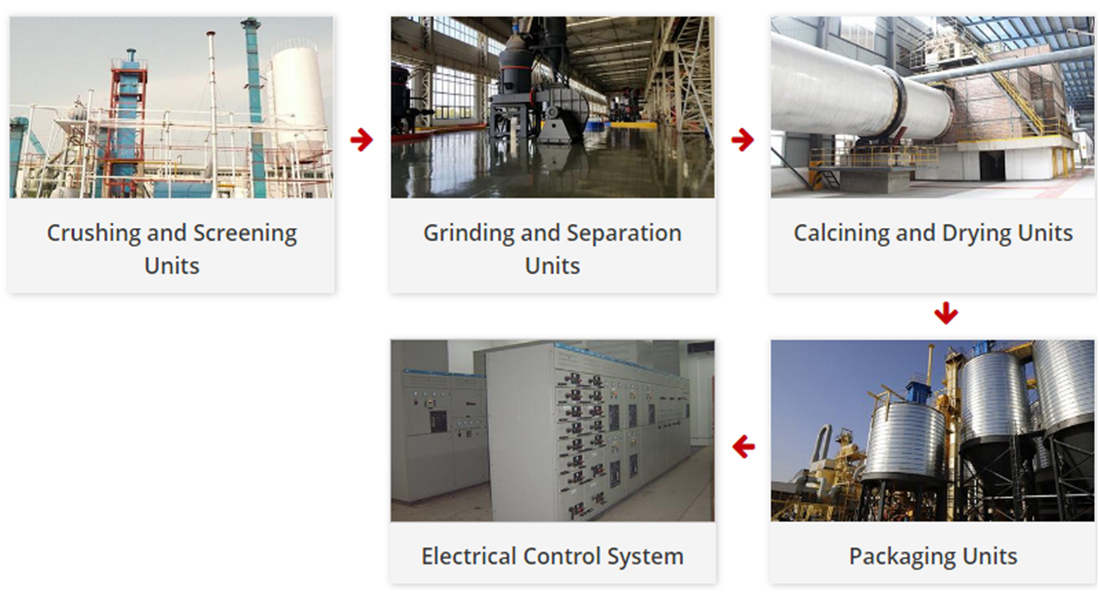
Proses pengeluaran
Pelbagai proses diambil dalam pengeluaran kilang.Pertama, bijih gipsum sedang dihancurkan, dihantar dan disimpan ke dalam tong bahan mentah, dan kemudian bijih gipsum yang dihancurkan dikisar menjadi serbuk dengan kehalusan yang diperlukan oleh kilang raymond, dan serbuk gipsum kemudiannya dihantar ke bahagian pengkalsinan melalui peranti penyusuan pemeteran untuk mendapatkan dikalsinkan, dan gipsum yang dikalsinkan diubah suai dengan pengisar dan disejukkan oleh alat penyejuk.Akhirnya, gipsum siap dihantar untuk penyimpanan.
Loji ini terdiri daripada bahagian/unit ini
Parameter Penggunaan Bahan
| Tan/Tahun | Tan/Jam | Penggunaan Bijih (Tan/Tahun) |
| 20000 | 2.78 | 24000 |
| 30000 | 4.12 | 36000 |
| 40000 | 5.56 | 48000 |
| 60000 | 8.24 | 72000 |
| 80000 | 11.11 | 96000 |
| 100000 | 13.88 | 120000 |
| 150000 | 20.83 | 180000 |
| 200000 | 27.78 | 240000 |
| 300000 | 41.66 | 360000 |
Kelebihan
1. Pengumpan kilang menggunakan penghantar tali pinggang penukaran frekuensi, kelajuan lariannya berkaitan dengan arus elektrik kilang, dan fungsi pemakanan automatik boleh direalisasikan melalui kawalan bersepadu PLC.Berbanding dengan penyuap getaran elektromagnet tradisional, penyuap mempunyai ciri-ciri hayat perkhidmatan yang panjang dan penyusuan yang stabil.Pembuang besi magnet kekal ditetapkan pada bahagian atas penghantar tali pinggang, yang boleh menghalang produk besi daripada memasuki kilang dan menyebabkan kerosakan pada kilang dengan berkesan;
2. Serbuk yang dikumpul oleh penapis beg kilang diangkut terus ke sistem oleh penghantar skru khas untuk mengurangkan keamatan pekerja;
3. Tong penampan serbuk gipsum ditetapkan antara pengisaran dan pengkalsinan, yang mempunyai dua fungsi.Pertama, ia mempunyai fungsi menstabilkan bahan.Serbuk gipsum boleh disimpan sementara di sini sebelum memasuki relau katil terbendalir.Apabila pelepasan bahagian hadapan tidak stabil, penyusuan stabil relau katil terbendalir tidak akan terjejas.Kedua, ia mempunyai fungsi penyimpanan.Kestabilan pengkalsinan serbuk gipsum bergantung kepada bekalan bahan yang stabil dan bekalan haba yang stabil, dan gangguan dalam proses pengeluaran harus dielakkan sejauh mungkin, kerana terdapat beberapa kecacatan kualiti dalam serbuk gipsum sebelum permulaan dan selepas penutupan.Jika tiada silo sedemikian, peralatan di bahagian hadapan akan ditutup apabila terdapat masalah, dan kualiti pengkalsinan serbuk gipsum tidak akan stabil apabila bekalan di bahagian hadapan tidak stabil;
4. penghantar suapan di hadapan relau katil terbendalir menggunakan peralatan menyampaikan pemeteran.Menukar mod penghantaran penukaran frekuensi tradisional, fungsi pemakanan yang tepat dan kapasiti pengeluaran yang jelas boleh direalisasikan dengan menggunakan pemeteran menyampaikan;
5. Relau katil terbendalir udara panas digunakan dalam peralatan pengkalsinan, dan kami telah membuat beberapa penambahbaikan asas ini:
a.Meningkatkan ruang dalaman relau katil terbendalir, memanjangkan masa kediaman serbuk gipsum di pedalaman, membuat pengkalsinan lebih seragam;
b.Proses pemasangan tiub pertukaran haba yang dibangunkan secara bebas oleh syarikat kami boleh mengelakkan keretakan kulit relau katil terbendalir yang disebabkan oleh pengembangan haba dan penguncupan sejuk;
c.Ruang habuk di bahagian atas relau katil terbendalir dinaikkan, dan peranti pengumpulan habuk pra direka di saluran keluar untuk mengurangkan pelepasan serbuk gipsum dan meningkatkan kecekapan pengeluaran relau katil terbendalir;
d.Penukar haba pemulihan haba sisa ditambah antara peniup akar bawah dan paip penyambung relau katil terbendalir.Udara suhu biasa dipanaskan oleh penukar haba terlebih dahulu, dan kemudian ditambah ke dalam relau katil terbendalir, untuk meningkatkan kecekapan terma relau katil terbendalir;
e.Peralatan menyampaikan serbuk khas disediakan.Apabila bahagian dalam relau katil terbendalir dan penyejuk perlu dibersihkan, serbuk mula-mula diangkut ke tong sampah melalui peralatan penghantar untuk mencapai persekitaran kerja yang bersih.
6. Penyejuk khas untuk serbuk gipsum ditetapkan, dan penyejuk serbuk gipsum ditetapkan di hujung belakang relau katil terbendalir, yang boleh mengurangkan suhu serbuk gipsum dengan berkesan sebelum memasuki silo, mengelakkan pengkalsinan sekunder serbuk gipsum dalam silo, dan memastikan kualiti serbuk gipsum dengan berkesan;
7. Bahagian penyimpanan produk siap mempunyai kebolehluasan.Pelanggan boleh menambah tong sampah serbuk gipsum di bahagian ini.Apabila serbuk tidak layak muncul semasa permulaan dan penutupan, serbuk tidak layak boleh terus diangkut ke tong sampah melalui kawalan berpusat PLC.Serbuk gipsum dalam tong sampah boleh diangkut ke sistem dalam jumlah yang kecil dalam proses pengeluaran biasa papan gipsum;
8. Peralatan teras Kami menggunakan pengeluar terkenal antarabangsa sebagai rakan kongsi, PLC menggunakan jenama Siemens, dan penunu menggunakan jenama Weso Jerman;
9. Syarikat kami mempunyai pasukan reka bentuk kelas pertama, pasukan pemprosesan kelas pertama, pasukan pemasangan dan penyahpepijatan kelas pertama, peralatan kelas pertama.Ia adalah jaminan yang diperlukan bagi pelanggan untuk mendapatkan produk yang layak dan stabil.
Ciri-ciri Tumbuhan Gipsum Semulajadi Kami
1. Sistem penstabilan tambahan bahan digunakan untuk mencapai tambahan stabil dandang pembakaran katil terbendalir, dan untuk menstabilkan tambahan dan pemanasan bahan.Sistem penstabilan tambahan bahan terdiri daripada tong penstabil bahan tambahan dan peranti penghantar (skru pemeteran atau penimbang tali pinggang).
2. Sistem pengkalsinan menggunakan proses pengkalsinan relau mendidih udara panas untuk melakukan pengkalsinan yang sekata pada bahan gipsum.
3. Peranti penyejuk ditambah untuk menyejukkan gipsum terkalsin sebelum ia memasuki silo, untuk mengelakkan gypsum daripada merosot disebabkan oleh suhu yang berlebihan.
4. Sistem pusing ganti silo: bahan pada tempoh masa yang berbeza mempunyai kualiti yang berbeza, oleh itu produk yang dibuat daripadanya mempunyai kualiti yang berbeza.Sistem pusing ganti silo boleh mencampurkan bahan baharu dan lama secara sekata, menjadikan produk berkongsi kualiti yang sama.Selain itu, sistem ini menghalang kemerosotan terlalu panas yang disebabkan oleh haba yang dihasilkan oleh pengumpulan serbuk.
5. Sistem penyingkiran habuk menggunakan pengumpul habuk jenis beg, untuk memastikan habuk yang dihasilkan semasa proses pra-pengeringan, penyampaian, pengisaran, pengkalsinan dan penuaan dibersihkan sebelum dibuang ke luar, untuk memenuhi keperluan persekitaran kerja.
6. Sistem kawalan teragih digunakan, untuk melakukan kawalan berpusat pada peranti teragih.
Parameter Produk Gipsum
1. Kehalusan: ≥100 mesh;
2. Kekuatan Lentur (mempunyai hubungan langsung dengan bahan mentah): ≥1.8Mpa;Kekuatan Antitekanan: ≥3.0Mpa;
3. Kandungan Utama: Hemihidrat: ≥80% (Boleh Laras);Gipsum <5% (Boleh Laras);Kontang Larut <5%(Boleh Laras).
4. Masa Tetapan Awal: 3-8min (Boleh Laras);Masa Tetapan Akhir: 6~15min (Boleh Laras)
5.Ketekalan: 65%~75% (Boleh Laras)
