
Presă cu filtru stivuit VSPF








Presă cu filtru stivuit VSPF
Caracteristicile echipamentului
utilizați o structură stivuită pentru plăci, utilizați un dispozitiv de ghidare auxiliar pentru a face ca operațiunea să devină mai stabilă.
● Integrați împreună filtrarea, extrudarea, spălarea, uscarea cu aer, descărcarea prăjiturii și spălarea cârpei.
● Presiunea de extrudare de până la 1,6 MPa, este utilizat pe scară largă în domeniu, care are cerințe diferite pentru umiditatea tortului.
● 4.Utilizați sistemul de control hidraulic, faceți funcționarea stabilă și cu un consum redus de energie.
● Integrați PLC, HMI și sistemul de control al instrumentelor etc. inteligent împreună, face filtrul mai eficient și mai ușor.
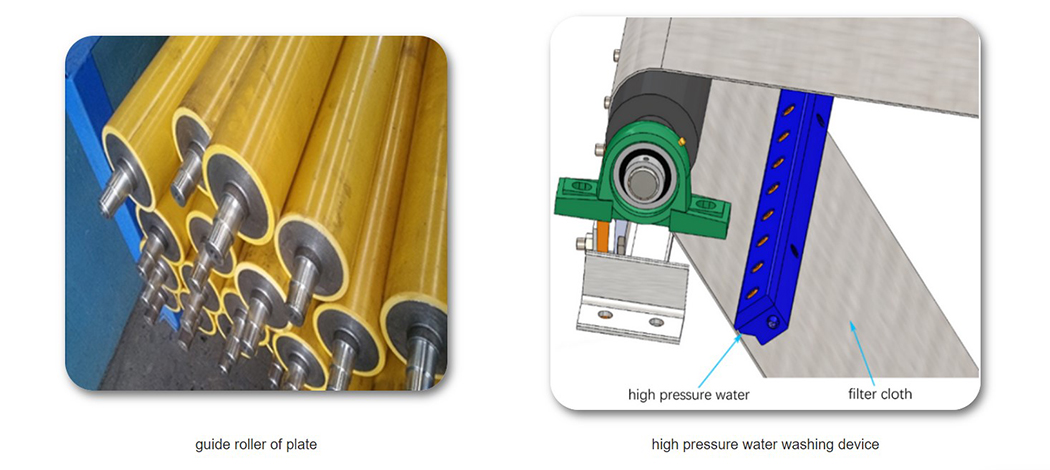
● Utilizați un dispozitiv de curățare cu apă de înaltă presiune pentru a face spălarea cârpei mai eficientă.
● Design cu cameră circulară, structura mai rațională, eficiența mai proeminentă.
Principiul de funcționare
1, filtrare: când grupul de plăci s-a închis, pompați șlam pentru a filtra, utilizați un furtun distribuit pentru a alimenta șlam în fiecare cameră de șlam și filtratul trece prin pânză pentru a filtra rama și a se descărca, solidul a format o turtă pe suprafața pânzei.

2, extrudare: apă de înaltă presiune introdusă în camera superioară a diafragmei de cauciuc, face ca diafragma să se extindă și să extruda tortul, iar lichidul va fi extrudat din tort.

3, spălarea prăjiturii: apa de spălare care se alimentează în camera de șlam prin capacul furtunului distribuit complet pe tort, sub presiune, apa de spălare trece prin tort și cârpă pentru a se descărca.

4, uscare cu aer: aer comprimat prin furtunul distribuit care alimentează în camera de șlam și presarea diafragmei de cauciuc, face ca apa de înaltă presiune din diafragma de cauciuc să se descarce, iar aerul comprimat să treacă prin tort și să scoată lichidul pentru a scădea umiditatea tortului la cel mai de jos nivel.

5, Descărcarea prăjiturii: când ați terminat procesul de uscare a aerului, deschideți grupul de plăci, sistemul de antrenare face ca cârpa să ruleze și descărcarea tortului pe cele două părți ale filtrului în același timp.
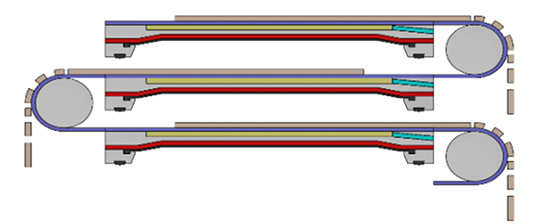
Notă: Vă rugăm să reglați timpul de extrudare și procesul de uscare cu aer în funcție de starea reală de utilizare.
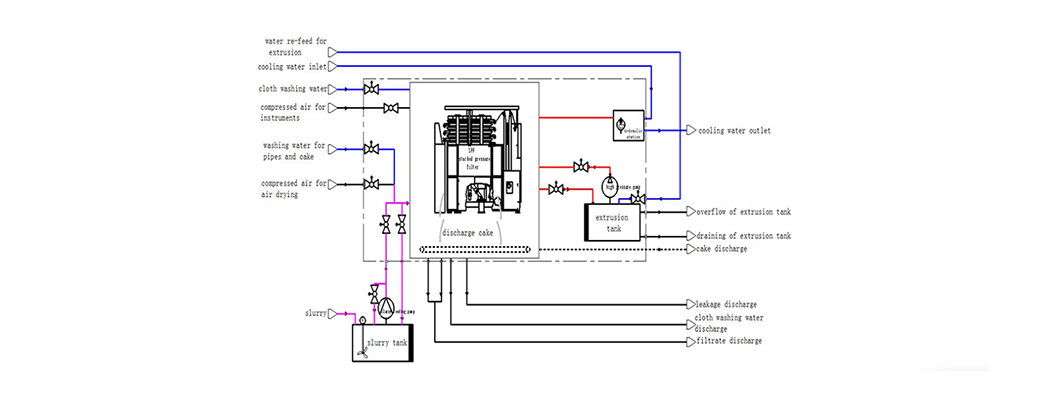
Diagrama fluxului de proces
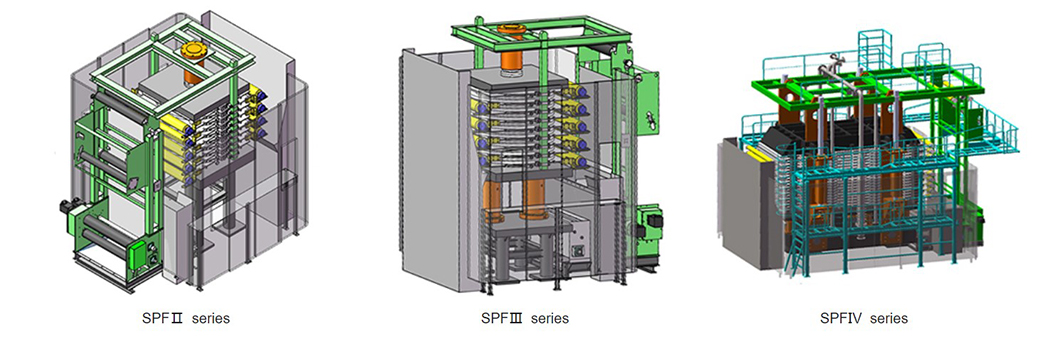
Seria de echipamente
Specificație tehnică
| Model/VSPFⅠ | VSPFⅠ-1 | VSPFⅠ-2 | VSPFⅠ-3 |
| Suprafața filtrului/m2 | 1 | 2 | 3 |
| Dimensiunea plăcii/mm | 0,5 m2/strat | ||
| Cantitate farfurie/strat | 2 | 4 | 6 |
| Lungime/m | 2.5 | ||
| Latime/m | 1.5 | ||
| Înălțime/m | 2 | 2.2 | 2.5 |
| Greutate/T | 8 | 9 | 10 |
| Puterea stației hidraulice/KW | 7.5 | ||
| Cap pompa de extrudare/m | 167 | ||
| Debit pompa de extrudare m3/h | 8 | ||
| Puterea pompei de extrudare/KW | 7.5 | ||
Date echipamente auxiliare
| Cap pompa de spalare tevi/m | 70 | ||
| Debit pompa de spalare tevi m3/h | 10 | ||
| Cap pompă de spălare pânză/m | 70 | ||
| Debit pompa spălare pânză m3/h | 10 | ||
| Înălțimea pompei de alimentare cu șlam/m | 70 | ||
| Debitul pompei de alimentare cu șlam m3/h | În funcție de datele de șlam pentru a alege | ||
| Presiune de uscare a aerului/Mpa | 0,8 | ||
| Debitul compresorului de aer pentru uscarea aerului m3/min | 0,5 | 1 | 1.5 |
| Volumul rezervorului de uscare aer/m3 | 1 | 2 | 3 |
| Presiunea aerului pentru instrumente/Mpa | 0,7 | ||
| Debit compresor de aer pentru instrumente m3/min | 0,3 | ||
| Volumul rezervorului de aer al instrumentelor/m3 | 0,5 | ||
| Observație: dimensiunea conturului echipamentului este dimensiunea de bază, dar nu dimensiunea detaliilor, deci această dimensiune este doar pentru referință.Material diferit al plăcii, filtrul va avea înălțime și greutate diferite.Datele echipamentelor auxiliare doar pentru referință, se vor schimba în funcție de performanța filtrului în diferite șlamuri. | |||
Specificație tehnică
| Model | VSPFⅡ-3 | VSPFⅡ-6 | VSPFⅡ-9 | VSPFⅡ-12 | VSPFⅡ-15 | VSPFⅡ-18 | VSPFⅡ-21 | VSPFⅡ-24 |
| suprafata de filtrare/m2 | 3 | 6 | 9 | 12 | 15 | 18 | 21 | 24 |
| dimensiunea plăcii/mm | 1,5 m2/strat | |||||||
| placă Cantitate/strat | 2 | 4 | 6 | 8 | 10 | 12 | 14 | 16 |
| lungime/m | 3.7 | |||||||
| latime/m | 4.1 | |||||||
| înălțime/m | 2.6 | 2.8 | 3.2 | 3.7 | 4.2 | 4.6 | 5.1 | 5.5 |
| greutate/T | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 |
| puterea statiei hidraulice/KW | 11 | |||||||
| Cap pompa de extrudare/m | 28 | |||||||
| Debit pompa de extrudare m3/h | 136 Notă: dacă presiunea de extrudare este mai mare de 1,3 MPa, aceste date sunt 164 | |||||||
| Puterea pompei de extrudare/KW | 11 Notă: dacă presiunea de extrudare este mai mare de 1,3 MPa, aceste date sunt 15 | |||||||
Date echipamente auxiliare
| Cap pompa de spalare tevi /m | 68 | |||||||
| Debit pompa de spalare tevi m3/h | 20 | |||||||
| Cap pompă de spălare pânză/m | 70 | |||||||
| Debit pompa spălare pânză m3/h | 12 | |||||||
| Înălțimea pompei de alimentare cu șlam/m | 70 | |||||||
| Debitul pompei de alimentare cu șlam m3/h | În funcție de datele de șlam pentru a alege | |||||||
| Presiune de uscare a aerului/Mpa | 0,8 | |||||||
| Debit compresor de aer pentru uscare aer m3/min | În funcție de datele de șlam pentru a alege | |||||||
| Volumul rezervorului de uscare aer/m3 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Presiunea aerului pentru instrumente/Mpa | 0,7 | |||||||
| Debit compresor de aer pentru instrumente m3/min | 0,5 | |||||||
| Volumul rezervorului de aer al instrumentelor/m3 | 1 | |||||||
| Observație: dimensiunea conturului echipamentului este dimensiunea de bază, dar nu dimensiunea detaliilor, deci această dimensiune este doar pentru referință.Material diferit al plăcii, filtrul va avea înălțime și greutate diferite.Datele echipamentelor auxiliare doar pentru referință, se vor schimba în funcție de performanța filtrului în diferite șlamuri. | ||||||||
Specificație tehnică
| Modelul VSPFⅢ | VSPFⅢ-18 | VSPFⅢ-24 | VSPFⅢ-30 | VSPFⅢ-36 | VSPFⅢ-42 | VSPFⅢ-48 | VSPFⅢ-54 | VSPFⅢ-60 | VSPFⅢ-66 |
| suprafata de filtrare/m2 | 18 | 24 | 30 | 36 | 42 | 48 | 54 | 60 | 66 |
| dimensiunea plăcii/mm | 3,0 m2/strat | ||||||||
| placă Cantitate/strat | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 |
| lungime/m | 5.1 | ||||||||
| latime/m | 5.5 | ||||||||
| înălțime/m | 4.3 | 4.5 | 4.9 | 5.4 | 5.8 | 6.3 | 6.8 | 7.2 | 7.7 |
| greutate/T | 31 | 33 | 35 | 37 | 39 | 41 | 43 | 45 | 47 |
| putere statie hidraulica kW | 22 | ||||||||
| Cap pompa de extrudare/m | 40 | 55 | |||||||
| Debit pompa de extrudare m3/h | 136 Notă: dacă presiunea de extrudare este mai mare de 1,3 MPa, aceste date sunt 162 | 135 Notă: dacă presiunea de extrudare este mai mare de 1,3 MPa, aceste date sunt 166 | |||||||
| Puterea pompei de extrudare/KW | 15 Notă: dacă presiunea de extrudare este mai mare de 1,3 MPa, aceste date sunt 18,5 | 22 Notă: dacă presiunea de extrudare este mai mare de 1,3 MPa, aceste date sunt 30 | |||||||
Date echipamente auxiliare
| Cap pompa de spalare tevi/m | 65 | ||||||||
| Debit pompa de spalare tevi m3/h | 26 | ||||||||
| Cap pompă de spălare pânză/m | 70 | ||||||||
| Debit pompa spălare pânză m3/h | 16 | ||||||||
| Înălțimea pompei de alimentare cu șlam/m | 70 | ||||||||
| Debitul pompei de alimentare cu șlam m3/h | În funcție de datele de șlam pentru a alege | ||||||||
| Presiune de uscare a aerului/Mpa | 0,8 | ||||||||
| Debitul compresorului de aer pentru uscarea aerului m3/min | În funcție de datele de șlam pentru a alege | ||||||||
| Volumul rezervorului de uscare aer/m3 | 8 | 10 | 10 | 12 | 12 | 15 | 15 | 20 | 20 |
| Presiunea aerului pentru instrumente/Mpa | 0,7 | ||||||||
| Debit compresor de aer pentru instrumente m3/min | 0,5 | ||||||||
| Volumul rezervorului de aer al instrumentelor/m3 | 1 | ||||||||
| Observație: dimensiunea conturului echipamentului este dimensiunea de bază, dar nu dimensiunea detaliilor, deci această dimensiune este doar pentru referință.Material diferit al plăcii, filtrul va avea înălțime și greutate diferite.Datele echipamentelor auxiliare doar pentru referință, se vor schimba în funcție de performanța filtrului în diferite șlamuri. | |||||||||
Specificație tehnică
| Modelul VSPFⅣ | VSPFⅣ-60 | VSPFⅣ-72 | VSPFⅣ-84 | VSPFⅣ-96 | VSPFⅣ-108 | VSPFⅣ-120 | VSPFⅣ-132 | VSPFⅣ-144 | VSPFⅣ-156 | VSPFⅣ-168 |
| Suprafata filtrare/m2 | 60 | 72 | 84 | 96 | 108 | 120 | 132 | 144 | 156 | 168 |
| Dimensiunea plăcii/mm | 6m2/strat | |||||||||
| Cantitate plăci/strat | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 26 | 28 |
| Lungime/m | 7.1 | |||||||||
| Latime/m | 5.5 | |||||||||
| Înălțime/m | 5.4 | 5.8 | 6.2 | 6.6 | 6.9 | 7.2 | 7.6 | 7.9 | 8.3 | 8.6 |
| Greutate/T | 92 | 96 | 100 | 104 | 108 | 112 | 116 | 120 | 124 | 128 |
| Puterea stației hidraulice/KW | 30 | 37 | ||||||||
| Cap pompa de extrudare/m | 110 | 150 | ||||||||
| Debit pompa de extrudare m3/h | 126 Notă: dacă presiunea de extrudare este mai mare de 1,3 MPa, aceste date sunt 168 | 128 Notă: dacă presiunea de extrudare este mai mare de 1,3 MPa, aceste date sunt 162,5 | ||||||||
| Puterea pompei de extrudare/KW | 37 Notă: dacă presiunea de extrudare este mai mare de 1,3 MPa, aceste date sunt 45 | 55 Notă: > 1,3 MPa, aceste date sunt 75 | ||||||||
Date echipamente auxiliare
| Cap pompa de spalare tevi/m | 72 | |||||||||
| Debit pompa de spalare tevi m3/h | 36 | |||||||||
| Cap pompă de spălare pânză/m | 70 | |||||||||
| Debit pompa spălare pânză m3/h | 20 | |||||||||
| Înălțimea pompei de alimentare cu șlam/m | 70 | |||||||||
| Debitul pompei de alimentare cu șlam m3/h | În funcție de datele de șlam pentru a alege | |||||||||
| Presiune de uscare a aerului/Mpa | 0,8 | |||||||||
| Debit compresor de aer pentru uscare aer m3/min | În funcție de datele de șlam pentru a alege | |||||||||
| Volumul rezervorului de uscare aer/m3 | 20 | 20 | 25 | 30 | 35 | 35 | 40 | 40 | 45 | 45 |
| Presiunea aerului pentru instrumente/Mpa | 0,7 | |||||||||
| Debit compresor de aer pentru instrumente m3/min | 1 | |||||||||
| Volumul rezervorului de aer al instrumentelor/m3 | 2 | |||||||||
| Observație: dimensiunea conturului echipamentului este dimensiunea de bază, dar nu dimensiunea detaliilor, deci această dimensiune este doar pentru referință.Material diferit al plăcii, filtrul va avea înălțime și greutate diferite.Datele echipamentelor auxiliare doar pentru referință, se vor schimba în funcție de performanța filtrului în diferite șlamuri. | ||||||||||
Câmpuri de aplicare
Este utilizat pe scară largă în canalizare urbană, imprimare și vopsire textilă, electroplate, fabricarea hârtiei, piele, fabricarea berii, prelucrarea alimentelor, spălarea cărbunelui, industria petrochimică, chimie, metalurgie, separarea mineralelor, farmacie, deshidratarea nămolului din industria ceramică și așa mai departe, de asemenea, se utilizează în producție industrială proces de separare solid-lichid sau de leșiere lichidă.
| Nu. | Denumirea materialului | Soliditatea furajului (g/l) | Presiunea apei de extrudare (MPa) | Grosimea tortului (mm) | Umiditatea tortului (%) | Capacitate kg/m2.h |
| 1 | 4A-zeolit | 150~295 | 1.4 | 35 | 19~22 | 190~200 |
| 2 | Sulfuret | ≈50 | 1.2 | 30 | 30 | 120 |
| 3 | Conduce | ≈50 | 1.2 | 30 | 15~20 | 35 |
| 4 | Zgura de cupru | 600 | 1.6 | 40 | 8~9 | 310 |
| 5 | Sulfat de apă uzată | 80 | 1.6 | 45 | 28~35 | 120~175 |
| 6 | Iazuri de aur de calcinare | 300 | 1.6 | 35 | 14~18 | 300~340 |
| 7 | Hidroxid de aluminiu superfin | 15~20% | 1.6 | 20 | 29,5~32 | 65 |
| 8 | Concentrația de Cu-Ni | 66,7 | 1.6 | 30 | 9,78 | 257 |
| 9 | Concentrația de cupru | 45~50 | 1.6 | 35 | 7.6 | 360 |
| 10 | Ni concentrație | 45~50 | 1.6 | 30 | 8 | 300~400 |
| 11 | Miros de tantal-niobiu | 1.6 | 20~25 | 200 | ||
| 12 | Slime de cărbune | 30~35% | 1.6 | 30 | 16~17 | 300 |
| 14 | Iazuri de aur după flotare | 20~30% | 1.6 | 35 | 12~18 | 300 |
| 15 | Manitol | 1.5 | 12 | 35 | ||
| 16 | Pulbere de oxid de zinc | 57% | 1.6 | 18 | 20 | 90 |
| 17 | Rezidu de leșiere de oxid de zinc | 50% | 1.6 | 10 | 18~20 | 70 |
| 18 | Concentrat de sulf | 10% | 1.6 | 20 | 25~35 | 200 |
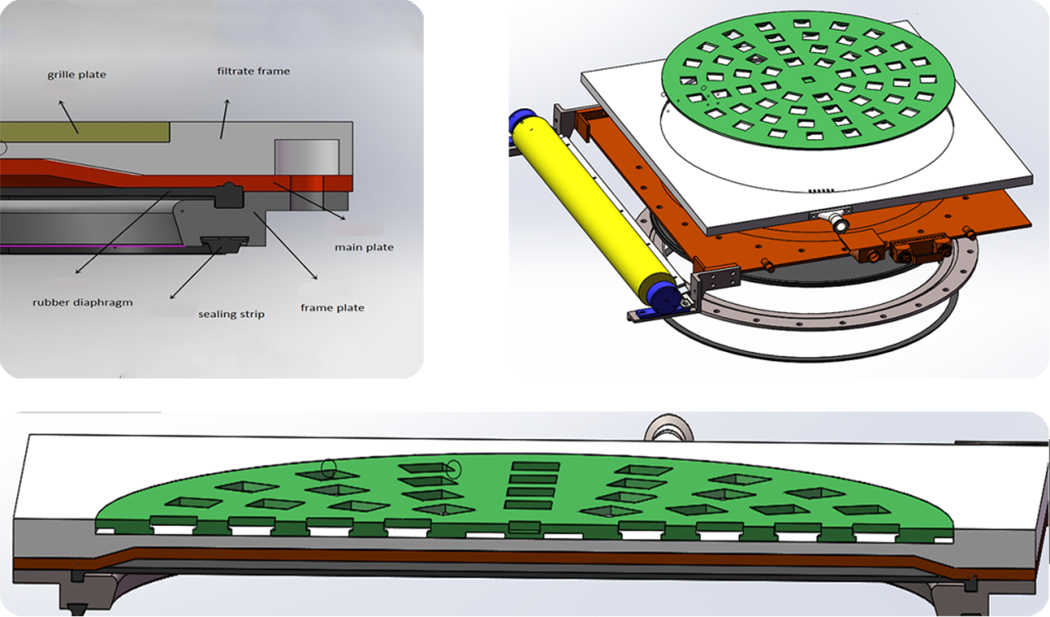
Structura echipamentelor
Structura grupului de plăci
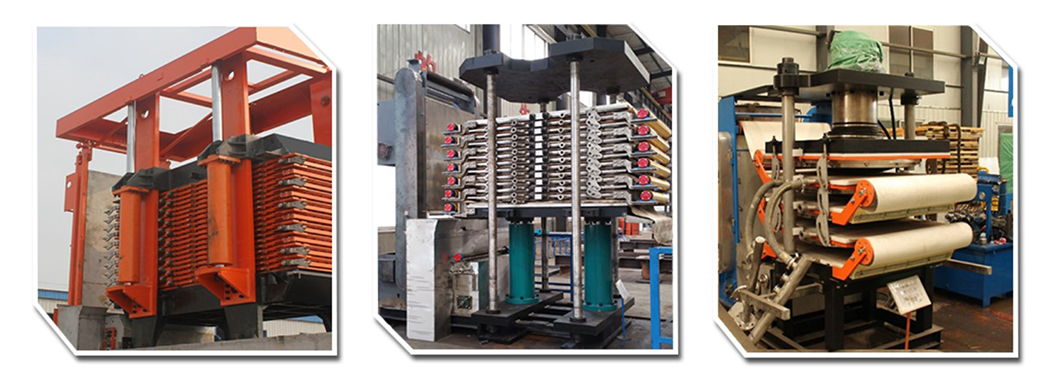
Fabrica Poze

Părți principale

Utilizarea Site-ului

-

Agitator sau mixer utilizat în site-ul minier
-

Ecran de înaltă frecvență pentru separarea minereurilor
-

Clasificator spiralat pentru separarea materialelor
-

Jgheab spirală pentru separarea gravitațională a mineralelor
-
Agent de ingrosare pentru sedimentarea minereurilor minerale
-

Jigging Machine-2LTC-6109/8T pentru separarea minereurilor





